Плотность посадки шпильки в детали можно проверить, постукивая молотком с медным бойком по ненарезанной части шпильки, при этом должен быть слышен чистый металлический (без дребезжания) звук. После завинчивания шпильки в деталь ось ее должна быть перпендикулярна поверхности детали.
Шпильки завертывают при помощи двух гаек, болта и гайки или специальными ключами.
Установку большого числа шпилек целесообразно осуществлять с помощью электрического или пневматического механизированного ручного инструмента.
При навертывании гайки на болт или шпильки последнюю навертывают от усилия руки до места ее посадки. Однако гайка не должна навертываться слишком свободно (с качанием), так как при затяжке такой гайки легко сорвать резьбу. Если гайка навертывается с трудом, то это может быть вызвано искажением диаметра или профиля резьбы, а также неправильным углом наклона или погрешностями в шаге резьбы. Торец гайки должен быть перпендикулярен оси резьбы. При перекошенной гайке резьба работает только одной стороной.
При соединении деталей большим количеством гаек их затягивают в определенном порядке, чтобы не вызвать перекоса и коробления деталей. Сначала затягивают средние гайки, затем соседние справа и слева, постепенно приближаясь к концам. При этом гайки необходимо затягивать постепенно, т. е. сначала затянуть все, предположим, на 1/3 затяжки, затем все гайки на 2/3 и, наконец, затянуть полностью.
Для уплотнения соединений под торец детали ставят прокладки из легко деформируемого материала: картона, паронита, пробки, железоасбеста и т. п.
Уплотнительные прокладки не должны расслаиваться при погружении их в минеральное масло, топливо и воду. Поверхность их должна быть чистой и ровной, без порванных мест, надломов, складок, выпуклостей, морщин, трещин и т. п. Допускается установка прокладок больших размеров с одним разрывом при условии точного совмещения кромок разрыва (без нахлестки и зазора).
Поверхности сопрягаемых деталей, между которыми устанавливают прокладки, должны быть ровными, без забоин и заусенцев. При установке прокладки на место все ее отверстия должны совпадать с соответствующими отверстиями сопрягаемых деталей.
Картонные прокладки, предотвращающие подтекание воды, смазывают суриком или мастикой. Неравномерность толщины картонной прокладки допускается не более 0,1 мм на всей ее длине. Прокладки, предотвращающие подтекание масла, устанавливают сухими или смазывают мастикой. Иногда для удобства установки их смазывают маслом или солидолом.
Прокладочный картон хранят в сухом закрытом помещении при температуре воздуха от 15 до 20 °C.
Паронитовые прокладки хранят при 0–20 °C, не подвергая воздействию солнечных лучей.
Пробковые прокладки могут деформироваться в зависимости от влажности окружающей среды: уменьшаться в размерах при пониженной влажности и увеличиваться при повышенной влажности воздуха. Поэтому перед установкой прокладок с уменьшенными размерами их выдерживают под увлажненной тканью в течение 6 ч, а прокладки с увеличенными размерами просушивают. Не допускается установка прокладок с отклонениями от нормальных размеров.
Железоасбестовые прокладки с проложенным асбестом должны быть изготовлены из мягкого листового железа (сталь марки 08) или меди толщиной 0,2–0,3 мм. Толщина асбестового слоя должна быть в пределах 1,5–1,6 мм; допускается применение асбестовых листов толщиной 0,75–0,80 мм, сложенных вдвое.
Железные или медные листы прокладки, а также окантовка не должны иметь трещин, коробления, раковин и пузырей. Кромки листа должны быть ровными, без заусенцев, неровности по наружному контуру допускаются не более 1,5 мм.
Асбестовый лист должен быть ровным, без утолщений и пустот. Прокладки в сборе должны быть ровными и одинаковыми по толщине. Отбортованные края отверстий должны быть гладкими, без складок и морщин.
Допускаются отдельные трещины на отбортованных краях железного листа, не доходящие до места изгиба не менее чем на 3 мм.
Вместо трехслойных железоасбестовых прокладок можно устанавливать прокладки из железоасбестового полотна.
У заглушек, которые не нужно вывертывать при разборке, перед завинчиванием смазывают резьбу белилами, суриком или карбинольным клеем.
Для предотвращения резьбовых соединений от самоотвинчивания в результате действия пульсирующей нагрузки, сотрясений, вибрации их стопорят одним из следующих способов (рис. 13.3): а) контргайкой; б) пружинной шайбой; в) стопорной шайбой с лапкой; г) шплинтом разводным; д) кернением торца резьбового стержня; е) боковым кернением резьбовых деталей; ж) вязкой мягкой проволокой; з) засверливанием гайки и резьбового стержня и установкой пружинного кольца с выступающим внутрь концом; и) приваркой головки резьбового стержня к гайке; к) стопорной многолапчатой гайкой; л) стопорным винтом с мягкой прокладкой; м) разрезной гайкой, стягиваемой винтом.
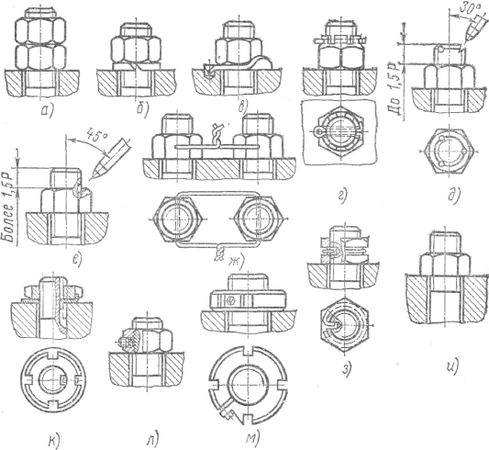
Рис. 13.3. Способы стопорения крепежных деталей
Все вышеназванные способы стопорения по характеру воздействия на крепежные детали можно разделить на три группы:
● создание дополнительных сил трения путем осевого или радиального давления (например, контргайкой, винтом);
● взаимная фиксация относительного положения болта и гайки (например, шплинтованием, пружинными и деформируемыми шайбами, проволокой);
● местное пластическое деформирование (например, кернением).
При постановке стопорящих деталей соблюдают следующие правила.
Контргайку навинчивают и затягивают после полной затяжки основной крепежной гайки. Более дешевый способ - это стопорение упругой штампованной контргайкой из листовой стали.
При установке деформированной шайбы ус ее должен входить в паз вала и надежно предохранять детали от проворачивания. Край стопорной шайбы, отгибаемый на грань гайки или головки болта, должен плотно прилегать к ней. Стопорная шайба не должна иметь трещин или надрывов металла в месте перегиба. Не допускается повторное отгибание ранее отогнутого края или уса стопорной шайбы.
При стопорекии винтом его при завинчивании сначала отвертывают, а затем затягивают, благодаря чему достигается местное увеличение шага резьбы и повышаются осевое давление и трение в резьбе. При затяжке радиального стопорного винта под него кладут свинцовый или алюминиевый шарик, чтобы не повредить основную резьбу.
Пружинные шайбы, бывшие в употреблении, используют повторно, если они не потеряли упругости. Она характеризуется величиной развода концов шайбы, которая у новых шайб равна двойной толщине шайбы и не допускается менее полуторной толщины. Внутренний диаметр пружинной шайбы должен соответствовать диаметру болта (шпильки). Не допускается установка шайб нестандартного размера, а также установка под гайку или головку болта двух пружинных шайб.
После затяжки болта или гайки пружинная шайба должна прилегать к детали и гайке по всей окружности, зазор в разрезе пружинной шайбы допускается до половины ее толщины, но не более 2 мм.
При стопорении разводным шплинтом головка его должна утопать в прорези гайки, а концы его разводят по оси болта: один на болт, а другой на плоскость гайки. Разведенные концы шплинта должны плотно прилегать к болту или гайке. Трещины и надломы концов шплинта в местах перегиба не допускаются.
Шплинт должен плотно, без зазора, сидеть в отверстии болта (шпильки) и не выступать над плоскостью гайки. Допускается выступание шплинта над наружной торцовой плоскостью гайки не более чем на величину 1/3 диаметра шплинта. Не допускается замена шплинтов проволокой или гвоздями, установка шплинтов, бывших в употреблении, с надломами.
Проволоку для шплинтовки головок болтов, винтов применяют мягкую, без скрученных и надломленных мест. Проволоку в отверстия головок болтов вводят крест-накрест и так, чтобы натяжение, получающееся после стягивания концов проволоки, создавало момент, действующий в направлении завертывания резьбы. Концы проволоки после шплинтования туго скручивают вместе и обрезают на расстоянии 5–7 мм от начала скрутки. Соединения, не требующие разборки, после затяжки винта или гайки стопорят накерниванием.
Инструменты, применяемые при сборке резьбовых соединений, подразделяют на ручные и механизированные. Основным ручным инструментом являются гаечные ключи различных конструкций (рис. 13.4, а - д), которые подразделяют на открытые, накидные, торцовые, специальные для круглых гаек и ключи с регулируемым усилием затяжки.
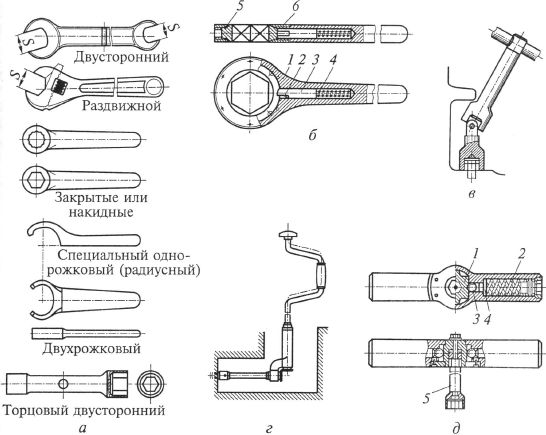
Рис. 13.4. Гаечные ключи:
а - простые; б - трещоточный: 1 - корпус; 2 - защелка; 3 - штифт; 4 - пружина; 5 - вставка; 6 - щеки; в - шарнирный; г - коловоротный; д - с регулируемым крутящим моментом: 1 - кулачок; 2 - пружина; 3 - шарик; 4 - тарелка; 5 - рукоятка
Торцовые ключи (рис. 13.4, а) применяют для завинчивания и отвинчивания гаек, когда обычным ключом затянуть гайку невозможно. Головки таких ключей выполняют как единое целое с воротком или съемные.
Широко применяют такие специальные ключи, как трещоточные (рис. 13.4, б), шарнирные (рис. 13.4, в) и коловоротные (рис. 13.4, г). В корпусе 1 трещоточного ключа (рис. 13.4, в) между щеками 6 расположена вставка 5 с шестигранным отверстием, имеющая снаружи пазы, в которые входит защелка 2, поджимаемая пружиной 4. Штифт 3 удерживает защелку от проворачивания. При вращении ключа по часовой стрелке защелка упирается в паз вставки и заставляет гайку вращаться. По сравнению с обычными ключами трещоточный ключ в процессе работы не переставляют, что экономит время при затяжке гаек на 50–60 %.
Коловоротные ключи (рис. 13.4, г) используют при завинчивании гаек и болтов небольших размеров, которые расположены в труднодоступных местах.
В процессе сборки резьбовых соединений их надежность и долговечность зависят от правильной затяжки. С этой целью устанавливают регламентируемые усилия затяжки, обеспечить которые можно с помощью специальных крепежных деталей со встроенными индикаторами усилия затяжки.
Однако наиболее часто при затяжке резьбовых соединений применяют специальные ключи с регулируемым усилием затяжки.
Ключи с регулируемым крутящим моментом применяют для затяжки гаек или болтов с одинаковым усилием, необходимым при сборке трубопроводов, фланцев, крышек, а также машин и механизмов, работающих в условиях вибрации. Кулачок 1 (рис. 13.4, д) с вставленным в него сменным торцовым ключом установлен в рукоятке. При предельном усилии кулачок отжимает шарик 3, шарик при этом давит на тарелку 4, сжимая пружину 2, в результате чего сцепление кулачка с рукояткой прекращается.
13.2. Сборка шпоночных соединений
Шпонки - стержни, устанавливаемые в разъем двух соединяемых деталей (пазы вала и насаженной на него детали). Они служат для закрепления на валах или осях шкивов, маховиков, зубчатых колес, рычагов, муфт с целью передачи крутящего момента. Кроме того, шпонки применяются и в том случае, когда требуется передвигать по валу зубчатые колеса или шкивы на ходу, не выключая механизма. В этом случае шпоночная канавка делается на всю длину той части вала, на которую должна передвигаться деталь.
Для соединения деталей при помощи шпонок на валу фрезеруют канавку (паз) по форме и размерам шпонки. Шпоночный паз делают и в детали, которую насаживают на вал. Шпонка одновременно входит в пазы на валу и на закрепляемой детали и может передавать крутящий момент от детали к валу и наоборот.
Основные типы шпоночных соединений и размеры шпонок и пазов для них стандартизированы. Существующие конструкции шпонок можно разделить на четыре группы: призматические, клиновые, сегментные и тангенциальные.
Призматические шпонки воспринимают крутящий момент, передаваемый соединением, своими боковыми гранями. Поэтому они должны сидеть в пазу с натягом по боковым (узким) сторонам и с обязательным зазором между широкой гранью шпонки и дном паза ступицы, т. е. должны иметь радиальный зазор (рис. 13.5).
Призматические шпонки в сечении имеют вид прямоугольника с взаимно параллельными противоположными гранями. Они подразделяются на обыкновенные, или закладные, без крепления на валу (рис. 13.5, а), и направляющие, с креплением на валу при помощи винтов (рис. 13.5, б).
Обыкновенные шпонки применяются в тех случаях, когда нужно осуществить неподвижное соединение вала с насаженной на нем деталью (например, шкив, маховик, зубчатое колесо, рычаг и т. п.).
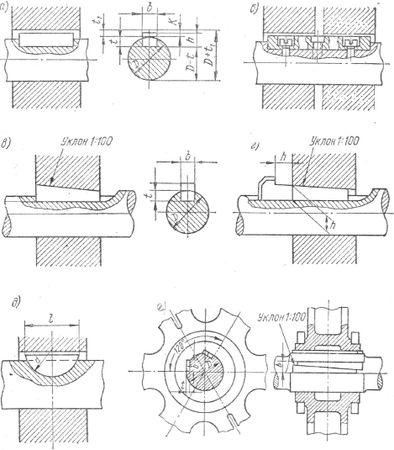
Рис. 13.5. Основные типы шпоночных соединений.
Шпонки призматические: а - обыкновенные; б - направляющие. Шпонки клиновые: в - без головки; г - с головкой; д - сегментные; е - тангенциальные.
Направляющие шпонки применяются в тех случаях, когда охватывающие детали (например, кулачковые муфты, скользящие шестерни, ступицы конусных и дисковых муфт и т. д.) должны свободно перемещаться вдоль вала.
Призматические шпонки не имеют уклона, поэтому они проще в изготовлении, и, кроме того, вся обработка как самих шпонок, так и шпоночных пазов на валах и ступицах может быть полностью механизирована. Однако, если соединение должно быть особенно точным, приходится прибегать к ручной пригонке. В этом случае при сборке соединения шпонка прежде всего пригоняется по пазу на валу, а затем по ней пригоняется шпоночный паз в ступице. Посадка шпонки в паз вала производится легкими ударами медного молотка, под прессом или с помощью струбцин.
Перед началом сборки необходимо снять заусенцы и зачистить острые края шпонок и пазов.
После того как шпонка будет запрессована в паз на валу, щупом проверяют отсутствие бокового зазора, затем насаживают охватывающую деталь (шкив, маховик, зубчатое колесо) и проверяют наличие радиального зазора. Величина этого зазора стандартизирована. В тех случаях, когда после сборки радиальный зазор проверить невозможно, необходимо до сборки тщательно проверить размеры пазов в ступице и на валу с помощью специальных шаблонов.
Клиновые шпонки изготовляются в виде брусков прямоугольного сечения, имеют широкие рабочие грани. Уклон рабочей грани по длине равен 1: 100 (рис. 13.5, в, г). Для обыкновенных клиновых шпонок паз на валу делается без уклона, паз же в ступице детали, закрепляемой шпонкой, имеет уклон относительно оси. Клиновые шпонки создают напряженное соединение, при этом шпоночное соединение в состоянии передавать не только крутящий момент, но и осевую силу.
По форме клиновые шпонки бывают без головки (рис. 13.5, в) и с головкой (рис. 13.5, г).
Шпонки сегментные имеют вид сегмента (рис. 13.5, д). Эти шпонки закладываются круглой стороной в гнездо вала или втулки. Они, как и призматические, передают крутящий момент своими боковыми сторонами, а между верхней узкой гранью шпонки и дном паза ступицы обязательно должен быть радиальный зазор.
Сегментные шпонки применяются при передаче небольших крутящих моментов и устанавливаются на валах диаметром до 55 мм.
Основным преимуществом соединения с сегментными шпонками является простота и дешевизна изготовления как самих шпонок, так и шпоночных пазов. Сегментные шпонки вытачиваются на токарном станке, пазы на валу фрезеруются дисковой фрезой, а пазы в ступице выполняются протягиванием на протяжном станке. Все эти методы весьма производительны и технологичны. Порядок сборки соединений с сегментными шпонками тот же, что и для соединения с призматическими шпонками.
Шпонки тангенциальные выполняются составными из двух клиньев с тем же уклоном (1: 100), но общее поперечное сечение шпонки имеет форму прямоугольника рис. 13.5, е). Этот тип шпонок лучше всего приспособлен для соединения деталей, передающих вращение только в одном определенном направлении. В тех случаях, когда вал по условиям работы механизма вращается в обе стороны, необходимо ставить две тангенциальные шпонки под углом 120° друг к другу.
Несколько ослабляя вал, тангенциальная шпонка вместе с тем дает более надежное крепление, поэтому с успехом применяется на валах больших диаметров. Общесоюзным стандартом предусматриваются два исполнения тангенциальных шпонок: нормальное (для диаметров от 60 до 1000 мм) и усиленное (для диаметров от 100 до 1000 мм).
Соединение деталей машин при помощи шпонок различных конструкций является одним из наиболее распространенных видов разъемных соединений, обеспечивающих передачу крутящих моментов.
Шпоночные соединения могут быть напряженными и ненапряженными.
Напряженное шпоночное соединение осуществляется с помощью клиновых шпонок. Клиновые шпонки при сборке забиваются в пазы ступицы и вала ударами молотка через мягкую прокладку и своими широкими гранями упираются в тело соединяемых деталей, создавая при этом большие усилия распора. Благодаря этому соединение получается настолько надежным, что может передавать не только крутящий момент, но и осевые усилия.
Ненапряженное шпоночное соединение осуществляется с помощью призматических шпонок. Призматические шпонки устанавливаются в пазах ступицы и вала без зазора по боковым сторонам. По широким же граням они имеют зазор, поэтому соединение получается ненапряженным и может передавать только крутящий момент, но не осевые усилия.
Сборку призматических шпоночных соединений производят в такой последовательности. Сначала пригоняют шпонку к пазу вала, при этом, если необходимо, опиливают боковые поверхности шпонок. Затем медным молотком осаживают шпонку на место и кронциркулем, штангенциркулем или микрометром измеряют размер t + h на обеих ее концах (рис. 13.6, а). Поверхность шпонки должна быть параллельна оси вала, иначе говоря, размеры t + h на концах шпонки должны быть одинаковыми.