Вот это дело! Тут есть где развернуться. Можно так организовать и наладить производство, что каждое сопротивление будет очень хорошего качества и в то же время очень дешевым. Так это на самом деле и есть. Сопротивления теперь великолепные и стоят дешево.
Вот вам и ответ на то, почему раньше не было стандартов. Сидел себе сапожник, держал в губах деревянные гвоздики, вынимал по одному и забивал молоточком в подошву. Делал он таким путем, может, два сапога за день. И они не могли стоить дешево. Ведь сапожнику за них нужно было столько денег получить, чтобы худо-бедно себя и семью прокормить, да еще на новые сапоги товару приобрести. Шили у таких сапожников обувь на заказ только люди с деньгами, а люди победней в лаптях ходили да босиком, а свои сапоги в сундуке держали и только по большим праздникам их одевали. Зато с чистой совестью могли говорить: "Разве теперь обувь? Разве теперь товар? Вот мне сапожник сапоги сшил, я их двадцать лет носил, а они всё как новые. Дорого, да мило, не то, что фабричное".
Так работали не только сапожники. Все ремесленники не знали, что такое стандарт, и поэтому каждое новое их изделие всегда чем-нибудь да отличалось от предыдущего. Но как только возникло мануфактурное, а затем и заводское производство, как только возникло разделение труда, стала зарождаться и стандартизация. Сперва ею пользовались бессознательно. Потом поняли всю ее выгоду, особенно при большом количестве выпускаемых изделий, и стали стандартизацию вводить намеренно. Только при капитализме, особенно раннем, стандартизация не выходила за пределы владений каждого хозяина.
Но потом с ростом промышленности капиталистам пришлось все-таки договариваться между собой, чтобы удобнее было сбывать продукцию. Даже между отдельными странами заключались соглашения. Вот, например, патрон для электрической лампы: он одинаков во всех странах. Имеются международные стандарты и на такие продукты, как хлопок, древесина, зерно. Однако при капитализме, даже монополистическом, не может быть достигнут очень высокий уровень стандартизации, потому что это затрудняет сбыт продукции. Наоборот, желательно сбывать такую продукцию, которую никакая другая фирма заменить не может. Иногда при этом дело доходит до курьезов. Американская радиокорпорация выпускает долгоиграющие пластинки. Для того чтобы обеспечить сбыт, она сделала эти пластинки с очень большим, раз в пять больше нормального центральным отверстием, а рабочие обороты тоже выбраны необычные - 45 оборотов в минуту. Эта же фирма продает и проигрыватели. Кто имеет такой проигрыватель, должен покупать пластинки только этой корпорации. Часто такие нелепые вещи делаются только для того, чтобы обойти патентное законодательство. Например, выпускает одна фирма какой-нибудь ходкий товар и имеет на него патент. Если другие фирмы хотят выпускать тот же товар, они должны платить фирме, имеющей патент, деньги. Но это невыгодно. Тогда вносят в конструкцию или внешний вид товара какие-нибудь несущественные, но заметные изменения и пытаются доказать, что это уже совсем другое изобретение. Если такой фокус удается, появляется новая разновидность того же товара. А смысл в этом только тот, что не хочется капиталисту деньги лишние из своего кармана выкладывать. Часто такие вещи приводят к тому, что товар становится только хуже, но это ничего, лишь бы была прибыль для заводчика.
Совсем по-другому обстоит дело с возможностями стандартизации у нас. Я уже говорил, в каких самых разнообразных областях производства введены стандарты. На 1 января 1952 года в СССР было 8600 действующих ГОСТов. С тех пор прошло уже более пяти лет. И эти годы были годами больших перемен в нашей промышленности. Надо думать, что сейчас количество ГОСТов значительно возросло. Роль стандартов в социалистическом народном хозяйстве очень велика. По существу, только в плановом едином социалистическом хозяйстве могут быть полностью использованы все преимущества и возможности, даваемые стандартизацией.
Судите сами, ведь у нас нет патентных ограничений, нет и конкурентной борьбы между отдельными заводами и, что самое главное, у нас один хозяин - народ и его государство. И именно у нас стандартизация приносит наибольшую пользу в деле экономии труда, повышения его производительности, снижения затрат на производство продукции и, вследствие всего этого, в деле снижения себестоимости продукции.
Все вы знаете о трансформаторах. О громадных, величиной с небольшой дом, силовых трансформаторах для мощных электрических подстанций и о маленьких трансформаторах, применяемых в радиопромышленности, в телефонии, в автоматике. Каждый трансформатор состоит из сердечника и катушки, намотанной медной проволокой. В наше время большинство трансформаторных сердечников изготовляется из пластин. Эти пластины штампуются из разных сортов листовой электротехнической стали; они часто похожи на букву Ш.
Предположим, нам понадобилось изготовить выходные трансформаторы для усилителя звуковых частот.
Методы расчета таких трансформаторов хорошо известны и не представляют больших трудностей. Рассчитав трансформатор, мы определим, сколько витков требуется намотать в первичной обмотке, сколько во вторичной; узнаем диаметры провода для первичной и вторичной обмоток; узнаем мы и конструктивные данные сердечника - его сечение, размеры каждого участка пластины и ее общие размеры.
Как бы нам пришлось действовать дальше, если бы на трансформаторные пластины не существовало ГОСТа?
Прежде всего, нам пришлось бы приобрести листы трансформаторной стали. Они имеют определенные размеры: примерно 700–800 миллиметров в ширину и 1200–1500 миллиметров в длину. Далее, из этих листов нужно было бы нарезать полосы, ширина которых соответствует, с небольшим запасом, ширине трансформаторной пластины. Если у нас имеется готовый штамп, то дело просто. Устанавливаем штамп в прессе и начинаем штамповать пластины.
На рисунке можно видеть нарезанные полосы, отштампованные пластины и отходы листовой стали после штамповки. Вы видите, что на заготовленных полосах, особенно на концах, осталось еще изрядно материала. Но в сравнении с основным отходом, который получается при просечке окон в пластине, это - капля. И все-таки так нередко делается еще. Многие заводы продолжают штамповать трансформаторные пластины у себя в цехе. Если приходится много штамповать, то потери все же оказываются терпимыми. Правда, я уверен, что скоро откажутся от этого.
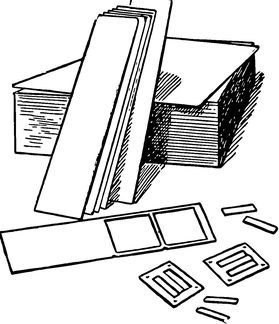
Стадии изготовления трансформаторных пластин.
Но совсем плохо будет, если для новых пластин придется изготавливать штамп. Его изготовление, особенно на тех предприятиях, где этим специально не занимаются, дело непростое. Уходит очень много труда рабочих высокой квалификации, долгое время заняты станки, тратится качественная сталь. Бывает и так: изготовят штамп, а начнут его калить, матрицу - основную часть штампа - и "поведет", то есть изогнется она. Может она при закалке и лопнуть. Тогда труд пропал, и начинай все сначала.
Затраты труда на изготовление штампа становятся тем более ощутимыми, чем меньше придется штамповать пластин. Изготовление штампа обходится дорого, больше тысячи рублей, если его делают в полукустарных условиях. Тысяча рублей - это 100 000 копеек. Надо стоимость штампа разложить на количество пластин. Бывает, что их нужно всего тысяч десять. Вот и получается, что одна пластина обойдется в 10 копеек! Обычно пластин в выходном трансформаторе бывает от 50 до 100 штук. Значит, только один сердечник будет стоить 5-10 рублей, не считая оплаты за штамповку и не считая стоимости материала и его перевозки. А ведь основная стоимость обычного трансформатора не сердечником определяется. Если таким же кустарным способом мотать и катушку для трансформатора, то получится он очень дорогим: рублей 40–50.
Все будет совсем по-другому, если трансформаторные пластины изготовлять на специализированном заводе в соответствии с ГОСТом. Здесь буквально на всем можно сэкономить. Штамп будет дешевле в изготовлении, потому что можно создать цех специально для изготовления и ремонта штампов. Стоимость штампа будет раскладываться не на жалкие десять тысяч пластин, а на сотни тысяч. Гораздо лучше будет дело обстоять с отходами. Из отходов от больших пластин можно наштамповать маленькие пластины или пустить эти отходы для другого назначения, других типов пластин. С завода выходит готовая продукция, ее вес почти в два раза меньший, чем вес исходного материала: опять же экономия - меньше расходы на перевозку. В общем, в результате того что на специализированном предприятии трансформаторные пластины становятся массовой продукцией, удается осуществить огромную экономию труда, экономию материалов. Можно в этом случае создавать даже очень дорогие специализированные станки.
И хоть они будут очень дорогими, эти станки, все равно стоимость одной пластины можно будет свести к малым долям копейки. Стоимость машины разложится на очень большое число пластин, а, кроме того, она сама будет приносить экономию; она повысит производительность труда, снизит непроизводительные затраты, уменьшит отходы. Если же вести речь о потребностях всей страны, такая экономия даст огромный выигрыш. Снизив себестоимость пластины на 0,5 копейки, мы на миллионе пластин получим экономию 5000 рублей. А ведь специализированный завод штампует их десятками миллионов!
Не стоит ли сделать еще шаг и стандартизовать не только пластины, но и сами выходные трансформаторы и тоже делать их на специализированном заводе? Что же, если таких трансформаторов требуется много, то такой шаг принесет большую пользу. Так и делается. Теперь во всех телевизорах, независимо от типа и названия, стоят одинаковые трансформаторы - так называемые унифицированные трансформаторы. И трансформаторы стали от этого только лучше, хотя и не подорожали, а, наоборот, подешевели.
Так всегда бывает. Сперва стандартизуют только самое необходимое, самое общее. А потом, по мере развития производства, стандартизация распространяется даже на очень сложные, очень тонкие детали и устройства, лишь бы их делали в больших количествах.
Вот что нам дает стандартизация. Но она помогает не только сократить затраты материалов, увеличить производительность труда и снизить стоимость продукции. В любом ГОСТе всегда предусмотрены жесткие требования к качеству продукции, к постоянству и неизменности ее, к внешнему виду. ГОСТ говорит и о том, как производить контроль, испытания и приемку готовой продукции. Если учесть, что ОТК - отдел технического контроля - не подчиняется непосредственно директору предприятия, а ГОСТ имеет силу закона, можно понять, что с помощью ГОСТа на любом заводе, на любой фабрике можно навести хороший порядок, поднять культуру производства.
Мы уже говорили о часах, даже чуть-чуть познакомились с их устройством. Но говорили мы о больших, маятниковых часах, которые на руку не наденешь. Самыми же распространенными часами являются часы небольших размеров с пружинным заводом вместо гирь и с балансиром вместо качающегося маятника. Такие часы удобно носить на руке или в кармане. Их во всем мире сотни миллионов, и стоимость у них сравнительно небольшая. Если вдуматься, это же поразительный факт: такое сложное устройство, необыкновенно точное, и в то же время их может свободно купить большинство людей! Часы, которые уходят на одну минуту за сутки, считаются не очень точными. А между тем это соответствует точности в 1/1440, то есть меньше 0,1 %.
Вольтметр или амперметр такой точности обойдется в несколько тысяч рублей. При этом, чтобы он работал со столь высокой точностью, нужно поместить его в таком месте, где температура не выше и не ниже определенной, установить на ровном, совершенно неподвижном основании, выровнять по ватерпасу и особым образом расположить относительно Северного и Южного полюсов Земли.
Часы ничего этого не требуют и все-таки обеспечивают великолепную точность и стоят дешево. Этому есть две причины. Об одной, о стабилизирующем действии маятника, который в обычных часах заменен также очень точным пружинным маятником - балансиром, я уже говорил. Вторая причина заключается в том, что даже очень точный и сложный прибор можно сделать дешевым, если его производить в массовых количествах, методами массового производства. Точных вольтметров или амперметров, может быть, нужно несколько тысяч, да и то они производятся в разных странах, разными заводами. Поэтому перевести их на массовое производство нельзя. Вот они и стоят дорого.
Получается парадокс: очень сложные, тонкие приборы или машины, изготовленные массовым путем, могут стоить значительно дешевле, чем более простые приборы и машины, изготовленные малыми сериями. На примере изготовления трансформатора мы выяснили некоторые причины, почему так получается. Но есть и другие причины, о которых я хочу еще рассказать.
Прежде всего, какое оборудование имеется на заводе, где выпуск продукции осуществляется мелкими сериями? Какие, например, в этом случае применяются металлообрабатывающие станки?
Если на одном и том же станке приходится выполнять различные операции - сегодня, например, обтачивать какие-либо оси, на другой день нарезать болты, а на третий торцевать поверхности, - то, естественно, станок должен "уметь" выполнять все эти работы. То есть он должен быть в известной степени универсальным. Так и бывает на самом деле. Промышленностью выпускается для этих целей большое количество универсальных токарно-винторезных станков.
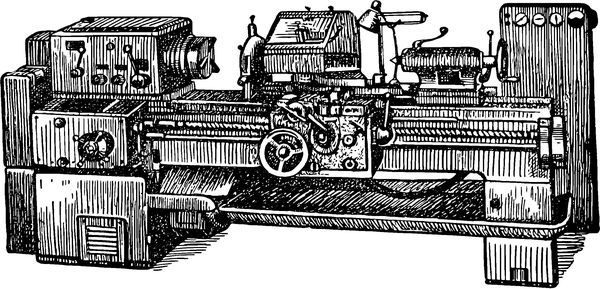
Современный универсальный токарный станок.
Такие станки выпускаются различных типоразмеров к позволяют производить множество самых разнообразных токарных операций. Тут и грубая обдирка болванок и тонкая, почти зеркальная, обточка, когда диаметр детали должен быть выдержан с очень высокой точностью. Тут и проточка внутренних отверстий и нарезка наружных и внутренних резьб разного профиля. На токарном станке можно обрабатывать не только цилиндрические поверхности; можно вытачивать конусы, шары и другие виды поверхностей. Важно только, чтобы они были поверхностями вращения. Но можно обрабатывать и плоскости - "торцевать". Само название вида обработки говорит, что изделие обрабатывается с торца. В этом случае токарный станок дает возможность получить очень хорошие, чистые поверхности.
Обслуживать такой станок не просто. Хороший токарь-универсал должен многое знать и многое уметь. Уметь использовать все свойства станка и его возможности; уметь пользоваться разнообразным мерительным инструментом. Знать свойства обрабатываемых материалов, режимы обработки, свойства и возможности инструмента. Стать токарем-универсалом высокой квалификации нелегко. Для того чтобы получить высший разряд, нужно много учиться и теоретически и практически. Обычно на это требуется несколько лет.
Кроме универсальных токарных станков, выпускаются универсальные фрезерные станки, строгальные, шлифовальные, сверлильные, ножницы для резки металла, долбежные и множество других. Все такие станки обслуживаются квалифицированными рабочими.
С помощью универсальных станков можно изготовлять самые различные детали. Однако стоимость их изготовления будет сильно зависеть от того, как будет использоваться рабочая сила и станочное оборудование, как будет организовано производство.
Предположим, в цехе, который оснащен токарными, фрезерными, строгальными и сверлильными станками, выпускается целый узел - червячный редуктор. Червячный редуктор состоит из нескольких деталей: червяка, шестерни, осей, основания, в котором крепятся червяк и шестерня. Оси червяка имеют по концам винтовую нарезку и снабжены гайками.
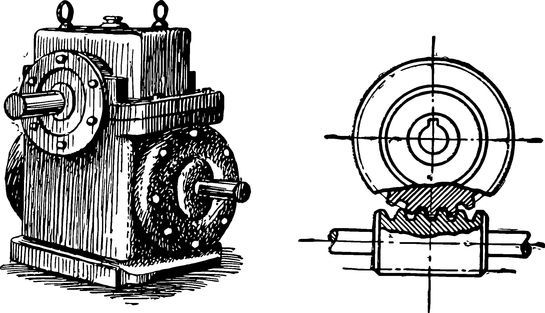
Внешний вид и разрез червячного редуктора.
Как следует распределить работу? Ясно, что на токарно-винторезном станке мы будем обтачивать оси, нарезать резьбу на их концах, делать заготовки для шестерен, нарезать сами червяки. На фрезерных станках следует делать нарезку шестерен. Плоскости основания можно обработать на строгальном станке, на нем же с помощью несложного приспособления можно прострогать и грани гаек. На сверлильном станке следует делать отверстия в основании и отверстия в гайках. Резьбу в гайках можно нарезать на токарном станке или передать эту работу слесарям, которые с помощью специального инструмента - метчика - нарежут резьбу.
Если требуется изготовить всего лишь один редуктор, то почти безразлично, как дальше организовать работу. Точить ли червяк токарю Смирнову, а токарю Стеценко поручить обработку осей или наоборот - безразлично. Точно так же и со строгальной работой. Кто из строгальщиков, Хлебцевич или Петросян, будет строгать основание или грани гаек, тоже не имеет значения.
Но если таких редукторов придется делать не одну штуку, а сотню, то тогда так организовывать труд нельзя. Нельзя дать Смирнову сегодня делать червяк, Стеценко оси, а завтра наоборот. Нельзя перебрасывать обработку основания со станка Хлебцевича на станок Петросяна и обратно. Нужно каждого рабочего, каждый станок закрепить на выполнении одной операции. Ведь это даст возможность и Смирнову, и Стеценко, и Петросяну, и другим рабочим приноровиться к изготовлению деталей, лучше организовать свой труд и не тратить лишнее время непроизводительно на подготовительные операции. Вместо того чтобы каждый раз по-новому настраивать станок, подготавливать инструмент, можно это сделать единожды, а потом думать только о самой работе и тратить на нее все время.
Теперь мы организовали работу так, что каждый рабочий выполняет только один вид работы: Смирнов точит червяки, Стеценко - оси, Петросян строгает основания, Хлебцевич делает заготовки для гаек, токарь Павлов точит заготовки для шестерен; Насыров фрезерует шестерни, разметчик Маргулис размечает основание под сверление, сверловщик Алексеев делает отверстия, слесарь-сборщик Коробков собирает редукторы.
Работа теперь наладится. Рабочие будут трудиться спокойнее, меньше будут нервничать из-за неполадок, меньше уставать. Они станут больше изготовлять деталей, станут лучше зарабатывать. И, несмотря на то что зарплата их увеличится, стоимость каждой детали упадет. Упадет потому, что производительность труда в этом случае поднимется значительно.
Но теперь предположим, что таких редукторов надо изготовить не сто штук, а несколько тысяч. И тут мы сразу увидим, что при прежней организации труда мы уже не сумеем значительно удешевить продукцию, хотя партия в несколько тысяч одинаковых изделий - это уже не мелкая серия. Рабочие-то будут работать все так же. Слишком много еще времени затрачивается нерационально. Одно дело, когда теряется лишних 30 секунд при обработке 100 деталей, другое - когда их приходится делать, скажем, 10 тысяч штук. В первом случае мы потеряем 50 минут, почти одну восьмую рабочего дня, а во втором 5000 минут, или почти десять с половиной рабочих дней. Это очень много, преступно много!