Стойки должны входить в проушину от руки без качания. При перерезании отверстия в распорке по ширине следует сделать вклейку и затем снова расчистить до нужного размера под стойку. По длине отверстие проушины вырезается больше ширины стойки на 2 мм. В стянутом станке стойки должны быть перпендикулярны распорке. Если имеется наклон внутрь, необходимо подложить полоску из фанеры или твердой кожи.
Также плотно должны сидеть и колки - ручки, к которым прикрепляется полотно. В натянутой пиле поворот ручек должен быть затруднителен. Плотность посадки может быть получена либо изготовлением новых колков, либо вставкой уплотняющей полосы металлической фольги, жести и т. п.
Станок после наладки следует зачистить стеклом, зашкурить и покрыть масляным лаком. Особо следует обработать места стоек, охватываемые ладонью, - скруглить все ребра и тщательно зачистить.
Шипорезка характеризуется большей шириной и толщиной полотна, при работе ее полотно должно быть достаточно жестким и не уводиться в сторону из-за сучков и косослоя. Сечение его приблизительно 60…40×0,8 мм, в то время как у основной пилы - 20×0,5 мм. Шипорезку можно сделать из большой ножовки, обрезав полотно и переточив зубья на прямоугольные или наклонные.
Из ножовок столяры-краснодеревщики применяют курковку - узкую пилку, с толстым полотном, наградку, которой прорезают несквозные пазы в щитах и широких досках, фанерную пилку для поперечной и косой прямолинейной резки шпона. Не мешает иметь и широкую ножовку с высокой ручкой, позволяющей перерезать щиты и широкие доски в тех случаях, где лучковая пила не может действовать из-за распорки и выступающих вниз стоек.
Очень удобна для мелкой и точной работы слесарная пилка - шлицовка с прямоугольными мелкими зубьями. Применяя ее с приспособлениями (упоры, ограничители), можно делать пропилы и прорези в ответственных местах точно и качественно. В ряде случаев она может заменить станочную круглую фрезу.
Деревянные детали пил-ножовок изготовляют из березы, бука, толстой фанеры, иногда текстолита. Особое внимание следует уделять креплению полотна к ручке. Для этой цели следует использовать заклепки с шайбами или винты и трубчатые гайки, утапливаемые в ручку. Недопустимо крепить болтами, с выступающими наружу гайкой и головкой.
При вставке полотна в прорезь ручки его целесообразно. смазать клеем - эпоксидным или БФ-2. Ручки необходимо зачистить и залакировать - они не будут наминать мозолей.
Форма зубьев определяет характер работы пилы. Равнобедренные зубья служат для поперечного пиления, прямоугольные - для смешанного (вдоль и поперек); наклонные - только для продольного. Равнобедренные зубья точат в разноточку с разных сторон через один так, что на зубе образуется с двух сторон фаска с острой режущей кромкой. Прямоугольные и наклонные зубья точат перпендикулярно полотну по обеим граням, так что образуется острая вершина, скалывающая волокна наподобие долота. Пилы с равнобедренными зубьями разводят на половину или треть толщины полотна (общая ширина прорези получается равной приблизительно полуторной толщине полотна). Мелкие зубья, как прямоугольные, так и наклонные, не разводят.
Для раскроя сырого материала на маховой пиле делается развод также на 1/3 толщины полотна. Обычно отсутствие развода вызвано тем, что столяры имеют дело с совершенно сухим материалом, размеры пропила относительно невелики и опасности зажима полотна нет. Кроме того, мелкий зуб развести очень трудно.
Разводят зубья пил до затачивания, отгибая верхнюю половину зуба. Целиком отгибать зуб нельзя - он сломается. Разводки различных конструкций поступают в продажу; при их отсутствии можно разводить клещами. Излишне отогнутые зубья выправляют легкими ударами молотка. Полотно без развода дает чистое начало реза и его легче вести по разметке. Это очень важно, особенно при запиливании шипов и проушин. Торцевые - поперечные отпилы все равно отрабатываются окончательно рубанком.
Чтобы уменьшить трение полотна о пропил, полотно выстрагивают, т. е. утоняют его от режущей кромки к обуху. Выстрагивание проводят напильниками, с двух сторон, положив полотно на ровную плиту. Чтобы обеспечить равномерность снятия металла, на той же плите параллельно укрепляют металлическую пластинку в два-три раза более толстую, чем полотно. Опирая конец напильника на эту пластинку, обеспечивают наклон напильника и равномерное снятие металла. Срезка металла полотна идет от обуха к режущей кромке. За несколько проходов перекрестной работы напильником с двух сторон получается равномерное утонение. Затем полотно шлифуют шкуркой, прижатой к ровной металлической болванке.
Из-за работы с твердой древесиной зубья столярной пилы приходится довольно часто подтачивать. Для облегчения и повышения качества этой работы необходимо сделать пильные клещи. Они представляют собой две соединенных петлей доски с планками - бортиками на свободных концах. Предназначенное для точения полотно устанавливается между этими бортиками, а сами клещи зажимаются в тиски. Чтобы полотно не скользило вниз, в стенках клещей просверливают отверстия на таком расстоянии от верхнего края с губками, при котором зубья пилы выйдут на 0,5 см выше губок клещей. В эти отверстия вставляют металлические штифты, служащие опорой полотна. Так как у мастера небольшое количество пил, то и отверстий будет немного. Вытачивают зубья после их выравнивания - срезки вершин до одного совершенно прямолинейного уровня. Выравнивают зубья напильником. При неровной линии концов зубьев пила будет прыгать в пропиле.
Прямоугольные и наклонные зубья следует подтачивать либо надфилем с крупной насечкой либо бархатным напильником. Надфиль сделан из более качественной стали и служит дольше. Надфиль с очень мелкой насечкой не годится. Также непригодны для затачивания столярной пилы ромбические напильники, рассчитанные на значительно более крупные зубья.
Хотя подтачивание ведется под прямым углом к полотну, следует все же делать заточку через один зуб, а затем перевернуть пилу и выточить оставшиеся пропущенные. При этом имеет смысл несколько наклонять напильник к плоскости полотна до 75-80°, получится разноточка, при которой образуется наружная режущая кромка помимо вершины. Такой пилой легче работать. Если же точить с одной стороны, то из-за образовавшихся односторонних заусенцев пилу будет немного уводить с линии разметки в сторону.
Сталь современных пильных полотен, в основном хорошая, легко точится и сохраняет остроту при длительной работе. При покупке следует проверить отсутствие винта и остаточной деформации: скрученное в кольцо полотно должно распрямиться без остатка.
Дня изготовления укороченного полотна пилу обрезают на точильном камне (разрубить ее зубилом или разрезать ножовкой довольно трудно), отверстие пробивают бородком, предварительно раскалив пилу, так как холодная - треснет. Затем переклепывают проушину и срезают на том же камне зубья на 2/3. Получившиеся трапеции разрезают затем на два или три зуба. Для разрезки могут быть использованы надфили или узкие камни, которые необходимо заправлять каждый раз после затупления куском карборунда. Можно использовать тонкие вулканитовые диски. Главная задача этой работы - выбрать металл из промежутков между зубьями. После того как зубья намечены их вытачивают напильниками в обычном порядке. На одно полотно вдет 3-4 напильника. Окончательная правка делается надфилем с мелкой насечкой. Этот процесс уменьшает количество рисок на поверхности зуба, он аналогичен правке ножа рубанка на оселке. Полированные таким образом зубья дольше служат.
Наточенное полотно собирают на станке, причем хвосты следует закреплять шпильками или шурупами в заранее рассверленных отверстиях немного меньшего; чем шпилька или шуруп диаметра. В этом случае шпилька будет держаться за счет силы трения и не выпадет.
Нельзя забивать гвозди в колки и расклепывать шпильки - расколется рукоятка. Если она все же раскололась, ее следует вынуть и склеить, обжав струбциной.
Длина шпильки должна быть несколько меньше диаметра рукоятки колка. Толщина шпилек около 4 мм. Более тонкие шпильки выгибаются от натяжения и портят рукоятки.
Для криволинейной резки толстых кусков дерева столяру необходима лучковая выкружная пила. Она характеризуется узким полотном (6-8 мм), прямоугольным зубом с большим разводом (2-2,5 толщины полотна) и высокими стойками станка для того, чтобы отодвинуть как можно дальше от полотна распорку, обычно мешающую при работе. Высота стоек до 60 см. Прямоугольный зуб дает возможность пилить вдоль и поперек волокон, а большой развод дает широкий рез, в котором легко поворачивается полотно.
Курковку , несмотря на прямоугольный зуб, затачивают в разноточку с наклоном 70-80° к полотну. Служит она для вырезания отверстий внутри плоскостей, где нельзя применить лучковую пилу. Толщина полотна курковки до 1,5 мм при наибольшей ширине 25 мм у рукоятки. Курковки с удобной ручкой, вмещающей цанговый щелевой зажим, поступают в продажу. В такую рукоятку можно зажать любую пилу или ее кусок.
Ножовка должна иметь прямоугольное полотно (скошенные хуже, так как по ним трудно следить за правильностью положения линии зубьев) и высоко расположенную рукоятку, чтобы пилой можно было работать по плоскости. Для упрочнения на обух надевают съемный обушок из согнутой полоски миллиметровой стали шириной 1 см. Для пиления фанеры удобна пила, имеющая зубья, направленные к рукоятке. В этом случае полотно имеет только растягивающие усилия и нет опасности его согнуть. Оно может быть очень тонким.
Наградка представляет собой прямоугольное (20×6 см) полотно, зажатое сверху в деревянную рукоятку. В полотне следует проделать два отверстия под винты, которыми крепится упор - доска с вырезами. Упор обеспечивает необходимую глубину пропила. Зубья наградки до половины полотна направлены вперед, а затем назад, форма зубьев - прямоугольная. Изготовляется вручную.
Фанерная пилка представляет собой тонкую (0,4-0,5 мм) ножевидного сечения пластинку размером 8×5 см, имеющую на острой части рассечки, образующие трапециевидный зуб. Сбоку имеется бобовидная ручка для удобства резания по металлической линейке или бруску.
Таким образом, столяру необходимо иметь: лучковые пилы - маховую для долевого раскроя досок, шипорезку, мелкозубку и выкружную, а из ножовок - большую заготовочную с равнобедренными разведенными зубьями с высокой ручкой и прямоугольным полотном, на которое может быть надет съемный обушок, наградку, курковку и фанерную пилку.
Ручные электрические машины для обработки дерева (рис. 8). При ручной столярной работе много сил и времени отнимают заготовка материала и его черновая обработка. Облегчить и ускорить заготовку помогают ручные электрические машины для обработки дерева.
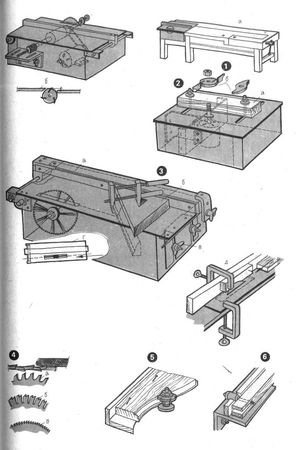
Рис. 8. Станки для обработки дерева
1 - универсальный станок с ножевым пильным валиком и фрезерным патроном: а - станок встроен в верстак; б - подъем зарезцовой части стола рубанка; 2 - фрезерный настольный станок: а - переставной упор; б - шарошки; 3 - настольный круглопильный станок: а - подвижный упор; 6 - скользящий упор для усовых запилов; в - подъемное устройство для стола; г - рассвет упорного бруска при распиловке; д - приспособление для точного пиления тонких деталей; 4 - формы зубьев круглых пил: а - для продольного пиления с разводом зубьев; б - заточка зубьев металлорежущей фрезы; в - для "бархатного" пиления (применяется и для пиления металла); 5 - обработка кривых кромок на фрезерном станке с помощью шаблона; 6 - обработка проушин и шипов с помощью сверла на фрезерном столике универсального станка
Промышленность выпускает в розничную продажу электрические рубанки и пилы на 220 В однофазного и трехфазного тока, а также универсальные деревообрабатывающие станки однофазного и трехфазного тока на 220 В. Двигатели трехфазного тока более мощны и могут работать в непрерывном режиме, однофазного - требуют периодической остановки для охлаждения. При выполнении небольших по объему работ и те и другие двигатели пригодны, но однофазные легче приспособить к электропитанию через бытовую сеть.
Преимущество работы ручными электромашинами заключается в их высокой производительности за счет повышения количества ударов по дереву за единицу времени, нежели при ручной работе. Чистота обработки поверхности также зависит от количества режущих ударов. Так, при одном и том же числе оборотов пила с мелкими зубьями даст более чистый пропил, чем пила с крупными зубьями; валик, имеющий четыре ножа, будет строгать чище двухножевого и т. д. Повышает чистоту работы и уменьшение скорости подачи детали на режущую часть.
Обрабатывать дерево ручными электромашинами можно двумя способами: перемещая машину по детали или деталь по неподвижно закрепленной машине. Для столярного дела более пригоден второй способ, так как он дает мастеру возможность чувствовать характер обработки и видеть поверхность детали. Первый способ можно применять лишь для грубой обдирки и раскроя. Поэтому, если электромашину нельзя прикрепить к верстаку подошвой вверх, то для столярной работы она не годится.
В этом отношении универсальный переносной станок удобнее, чем электропила и электрорубанок, так как нож и пила в нем уже встроены как нужно, и деталь по плоскости рабочего стола перемещают руки мастера. Основным недостатком встроенных переносных универсальных станков по сравнению с электрорубанком является меньшая чистота строгания. Это объясняется тем, что частота вращения валика и пилы в таком станке одинаковы, в то время как в электрорубанке валик, вращаемый за ремень, имеет в четыре раза большую скорость, чем электропила (соответственно 10-12 тыс. и 2,5 тыс. мин ). Другие недостатки таких станков - их малая масса, отчего детали обрабатываются неточно из-за вибрации, и небольшие размеры рабочей плоскости, на которой трудно удержать большую деталь или щит. Чтобы этого избежать, необходимо увеличить размер рабочего стола, поэтому целесообразно встроить станок в верстак заподлицо с его верхней плоскостью. В этом случае большая деталь может лежать на рабочем месте и продвигаться без перекоса.
Если характер работы зуба ручной пилы не отличается от работы зуба электропилы, то строгание ножевым валиком принципиально отличается от строгания рубанком. Валик выбирает серпообразную в сечении стружку небольшой длины. Поэтому остроганная электрорубанком поверхность дерева имеет поперечные бугорки - волны, заметные глазом и на ощупь. Избежать их можно, лишь работая на специальных массивных станках с очень высокой частотой вращения вала (до 20 тыс. мин или при очень малой непроизводительной подаче). Поэтому строгая на станке деталь, необходимо оставлять всякий раз припуск на чистовую обработку вручную.
Для чистой столярной работы ручные строгальные электромашины малопригодны, правда сучки и завитки вокруг сучков ими обрабатывают быстрее и чище, чем вручную.
Каков бы ни был характер строгальных электромашин, к ним необходимо прикрепить сбоку опорный брусок или массивную пластину так, чтобы ее боковая плоскость составляла с подошвой рубанка или столика универсального станка 90°. Прижимая остроганную плоскость детали к этому боковому брусу - упору, нижняя прострагиваемая часть детали образует с боковой прямой угол. Без этого получить прямой угол смежных плоскостей так же трудно, как и вручную: потребуются подстрагивание и постоянная выверка.
Так как электрорубанок снимает за один проход довольно толстый слой (до 2 мм), то нужно внимательно следить, чтобы не перестрогать. В строгальных устройствах плоскость стола за валиком должна быть выше плоскости перед валиком на глубину строгания (см. рис. 8, 1б); при этом выпуск ножа должен точно совпадать с поднятой задней плоскостью. Проверяют это стальной массивной линейкой. Если подъема не делать и ножи будут выше, чем поднятая задняя плоскость, то на изделии при каждой остановке в строгании и при его окончании будет получаться седлообразная выемка, могущая испортить деталь. Практически такая выемка получается всегда, особенно в коротких деталях. Это надо учитывать при разметке длины заготовок.
В электромашинах с регулируемым подъемом плоскости всегда нужно делать такую проверку выпуска ножа. Все ножи должны при этом находиться в одинаковом положении. Поскольку после строгания электромашиной необходима ручная зачистка, небольшими забоинами ножей можно пренебречь, так как остающиеся от детали полоски легко счищаются.
Очень удобна при малообъемной столярной работе электропила. Мелкозубая хорошо отточенная круглая пила может дать поверхность разреза, практически не требующую строгания; после шкурения такая поверхность пригодна для отделки. Электропилой можно нарезать какой угодно толщины и ширины бруски и раскладки. Используя упор-фиксатор, можно нарезать абсолютно одинаковые по размерам детали, выбирать пазы и четверти, снимать фаску и т. д. Но для этого необходимо, чтобы рабочий стол, по которому продвигается деталь, имел подъем, позволяющий менять выпуск пилы за плоскость стола по усмотрению. Кроме того, нужны продольный передвигаемый брус-упор, вертикальный прижим-ограничитель для разрезания очень тонких деталей, несколько пильных дисков, имеющих разные заточку и размер зубьев, угловой упор, косая шайба для "пьяной" пилы, позволяющей вырезать проушины для шипов. Все это можно устроить на столике с универсальным станком. так, как показано на рис. 8,3, либо встроив пилу в специальное самодельное устройство.
И электропилу и электрорубанок можно сделать самим в виде рабочего валика, укрепленного на уровне рабочей плоскости стола и двигателя, размещаемого ниже. Вращение валику передается через клиновой ремень. Имея набор шкивов, можно в существенных размерах изменять скорость вращения валика.
Для сложных столярных работ применяют фрезерный станок (см. рис. 8,2) самодельного устройства (фабричные фрезерные станки слишком мощны, велики и тяжелы). Наиболее распространенная конструкция фрезерного станка такова: стальной довольно массивный стол с двигателем, имеющим длинный (10-15 см) рабочий шпиндель, на который навертывают или закрепляют гайкой режущие ножи - шарошки. Двигатель укрепляется под столом так, что шпиндель вертикально выходит за рабочую поверхность стола. На столе проделывают ряд отверстий для болтов, крепящих опорные угольники.
При обработке прямолинейных профилей, пазов детали, укрепляемые на подкладке, перемещают вдоль этого упора. При необходимости сделать криволинейный профиль на шпиндель ниже резца надевают гладкое кольцо, а подкладку, несущую деталь, отбортовывают по шаблону (см. рис. 8,6). Упираясь шаблоном на гладкое кольцо, деталь продвигается, а резец снимет с нее излишек точно по шаблону. На фрезерном станке можно обрабатывать таким способом кривые любой формы - эллипсы, круги и т. п.
Станина станка должна быть устойчивой во всех направлениях, так как усилия прижатия детали к резцу направлены горизонтально в разные стороны в отличие от рубанка и пилы, где они направлены сверху вниз.
Резцы фрезерного станка (шарошки) - звездообразной формы с малым количеством зубьев. Обычно это двузубые резцы, изготовленные кузнечным или слесарным способом.