Самым простым способом предохранения металла от коррозии является покрытие его поверхности антикоррозионным смазочным составом. К другим способам предохранения металлов от коррозии относятся: легирование металлов, покрытие поверхности лаками и красками, эмалирование, металлизация напылением на поверхность в горячем состоянии труднокорродируемых металлов, горячее цинкование и лужение, свинцевание, химическое или электролитическое нанесение на поверхность защитного слоя меди, хрома, никеля, алюминия, кадмия, свинца и др. К защитным покрытиям относятся: оксидирование, плакирование, алитирование, силицирование, хромирование при высоких температурах, гумирование (покрытие слоем резины) и ряд других.
Перед выполнением операций по предохранению от коррозии указанными выше способами необходимо хорошо очистить поверхность металла от окислов, следов коррозии, грязи и жиров. После очистки поверхность должна быть тщательно промыта и просушена.
3.8. Неметаллические материалы
К неметаллическим материалам, широко применяемым в промышленности, относятся синтетические, искусственные и естественные природные неметаллические материалы: пластмассы, естественные и искусственные резины, эбониты, текстолиты, абразивные и лакокрасочные материалы, клеи, смазки, масла и другие материалы.
Пластмассы – это соединения нескольких органических и неорганических материалов, состоящие из связующего вещества и наполнителя. Основной частью пластических масс являются полимеры, состоящие из очень крупных молекул, отчего эти материалы часто называются полимерными.
Полимерные материалы характеризуются низкой плотностью, высокой химической стойкостью, износостойкостью, большой ударной прочностью, штампуемостью, хорошей обрабатываемостью, вязкостью, пластичностью и диэлектрическими свойствами.
В зависимости от строения молекул пластические массы подразделяются на термореактивные и термопластичные. Особую группу составляют газонаполненные пластмассы.
Органические и неорганические наполнители могут быть трех видов: порошкообразные, волокнистые и слоистые.
К пластмассам относятся: гетинакс, текстолит, асбопласты, древесные слоистые пластики, стеклопластики, целлулоид, винипласт, фторопласт, полиэтилен, полиамид, капрон, нейлон и др.
Искусственные материалы находят применение в разных отраслях промышленности, при производстве бытовой техники, посуды, емкостей, игрушек и т. д. Во многих случаях они заменяют железо, цветные металлы и их сплавы, стекло, дерево.
Большое распространение искусственные материалы получили благодаря значительной механической прочности и выносливости, сопротивляемости коррозии и износу, возможности получения изделий сложной формы без обработки резанием, хорошей обрабатываемости, диэлектрическим свойствам, а также приятному и эстетичному наружному виду изделий.
К недостаткам пластических масс следует отнести их сравнительно быстрое старение и потерю прочности.
3.9. Смазывающие и охлаждающие вещества
Смазкой называется жидкое или твердое вещество, уменьшающее трение в подвижных соединениях деталей машин и защищающее поверхность металлических изделий от коррозии. Жидкая смазка в ряде случаев выполняет функцию отвода тепла от трущихся частей.
Смазки делятся на три основные группы: растительные, животные и минеральные. Кроме того, смазки подразделяются на твердые, консистентные и жидкие.
В качестве твердых смазочных материалов используются графит, двухсернистый молибден, которые применяются как в размельченном состоянии, так и в виде паст, приготовленных на минеральных маслах.
Консистентные смазки представляют собой густое мазеподобное вещество, состоящее из минеральных масел с примесью специальных мыл. К таким смазкам относятся солидол, консталин (жировой и синтетический), приборная смазка АФ-70, универсальная низкоплавкая смазка УН (технический вазелин), консервационная смазка ЦИАТИМ-215 и др.
К жидким маслам относятся: растительные (льняное, касторовое, хлопковое и др.); животные (рыбий жир, животное масло, сало; последние два могут относиться и к консистентным смазкам); минеральные – продукты переработки нефти (индустриальное, автомобильное, авиационное, трансмиссионное, цилиндровое, турбинное, трансформаторное и др.). Последние обладают большей стойкостью к воздействию кислорода и температуры, чем растительные и животные масла.
Наибольшее распространение в машиностроении имеют жидкие и консистентные смазки на минеральной основе.
Смазка должна обладать следующими свойствами: малым коэффициентом трения, большой вязкостью, адгезией, сопротивляемостью воздействию тепла и кислорода воздуха, низкой температурой затвердевания, высокой температурой воспламенения, большой теплоемкостью, малым корродирующим действием. Смазки не должны содержать механических и химических примесей, вредно влияющих на трущиеся поверхности.
3.10. Абразивные и вспомогательные материалы
Абразивными материалами называются твердые неметаллические материалы, которые применяются при обработке резанием металлов и материалов. Они обладают высокой твердостью и имеют достаточно острые режущие кромки и грани.
Различают две группы абразивных материалов: природные и искусственные. Абразивные материалы делятся на шлифзерно, шлиф-порошки, микропорошки и тонкие микропорошки.
Из абразивных материалов изготовляются всевозможного рода абразивные круги, бруски, абразивные шкурки и ленты, порошки и пасты.
Абразивные круги, с помощью которых выполняются шлифование и заточка, могут быть изготовлены из природных или искусственных абразивных материалов.
К природным абразивным материалам относятся: корунд, наждак и естественный алмаз.
К искусственным абразивным материалам относятся: электрокорунд, карборунд (карбид кремния), карбид бора, синтетические алмазы, кубанит (кубический нитрид бора), эльбор, славутич и др.
В качестве связки при изготовлении абразивных кругов и брусков применяются керамические, бакелитовые, вулканитовые, металлические и другие связки.
Каждый абразивный материал характеризуется зернистостью, твердостью, механической прочностью и абразивной способностью.
По зернистости абразивный материал разделяется на 28 номеров. Зернистость шлифзерна и шлифпорошков определяется в сотых долях миллиметра, а микропорошков – в микрометрах. Установлены следующие показатели зернистости: шлифзерно – 200, 160, 125, 100, 80, 63, 50, 40, 32, 25, 20, 16; шлифпорошки – 12, 10, 8, 6, 5, 4, 3; микропорошки – М63, М50, М40, М28, М20, М14; тонкие микропорошки – М10, М7, М5.
По твердости абразивные круги и бруски маркируются следующим образом: мягкие – М (М1, М21, МЗ), среднемягкие – CM (CM1 и СМ2); средние – С (С1 и С2); среднетвердые – СТ (СТ1, СТ2 и СТЗ); твердые – Т (Т1 и Т2); весьма твердые – ВТ (ВТ1 и ВТ2); чрезвычайно твердые – ЧТ (ЧТ1 и ЧТ2).
Каждый абразивный круг имеет клеймо, в котором указывается абразивный материал, твердость, зернистость и максимальная скорость вращения, а также клеймо предприятия-изготовителя. Твердость абразивного круга определяется твердостью связующего материала. Номер абразивного круга указывает на его зернистость. Чем больше номер, тем выше зернистость (больше диаметр зерна).
Вспомогательными материалами называются материалы, которые непосредственно не входят в изделие. К ним относятся всевозможного рода моющие и очищающие вещества, охлаждающие жидкости, краски, лаки, масла, смазки, клей, фетр, резина, кислоты, щелочи и др. К вспомогательным материалам относятся также ветошь и тряпки, применяемые в слесарном деле.
4. ОБЩИЕ СВЕДЕНИЯ О ТЕРМИЧЕСКОЙ ОБРАБОТКЕ СТАЛИ И ЧУГУНА
4.1. Цели термической обработки
Термическая обработка – один из широко применяемых методов улучшения свойств металлических материалов и изделий из них. Под термической обработкой понимают процесс тепловой обработки, при котором заданные физико-механические свойства (высокая твердость, пластичность, износостойкость) достигаются за счет изменения кристаллической структуры, но без изменения химического состава материалов. Термической обработке подвергаются сталь, чугун и некоторые сплавы цветных металлов.
К термической обработке относятся: отжиг, закалка, отпуск, нормализация (термическое улучшение), обработка холодом.
4.2. Оборудование для термической обработки
Термический цех или участок – это помещение с необходимым для термической обработки оборудованием и механизмами, а также с мощной приточно-вытяжной вентиляцией.
Для нагревания стали используют кокс, горючие газы, нефть, а также электрический ток.
Различают следующие виды термических печей: электрические, газовые, печи, работающие на жидком и твердом топливе, а также установки для нагрева токами высокой (ТВЧ) и промышленной частоты. В небольших цехах и мастерских используют печи с газовым, нефтяным или коксовым нагревом.
Наиболее широко для нагрева при термообработке используют электропечи: камерные с металлическими или карборундовыми нагревателями, шахтные, печи-ванны, тигельные печи-ванны, конвейерные, толкательные, барабанные.
Охлаждение стали можно производить на воздухе, в воде, водных растворах, маслах, жирах и на стальных плитах. Оборудование для охлаждения – это ванны и баки с охлаждающей жидкостью, как правило, проточной, баки с внутренним змеевиком для подогрева жидкости и другое оборудование.
4.3. Измерение температуры и твердости стали
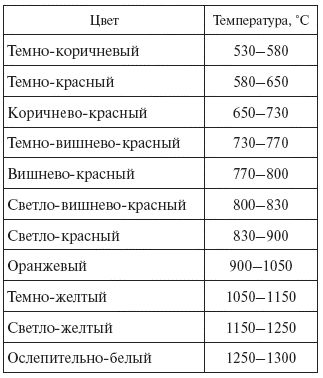
Определение температуры при термической обработке можно производить на основании цвета излучения нагретой стали или с использованием измерительных приборов.
Ориентировочно температуру можно определить по цвету нагретого металла (табл. 23).
Таблица 23
Цвета стали при различных температурах
К измерительным приборам для измерения температур относятся различные термометры (манометрические термометры, термометры сопротивления и др.), термопары, оптические пирометры, термоэлектрические пирометры и термокарандаши.Используют следующие методы определения твердости металла. Неточные методы: проба напильником, проба по цвету искры при заточке изделия на шлифовальном круге (см. также п. 3.3). Точные методы определения твердости: по Бринеллю (вдавливание стального шарика в исследуемый металл, обозначение твердости HB), по Роквеллу (вдавливание в исследуемый металл алмазного конуса, обозначения HR, HRB, HRC и HRA), по Виккерсу (вдавливание в исследуемый материал алмазной пирамиды, обозначение HV), а также по методу упругой отдачи Шора (по высоте отскакивания шарика или бойка от обработанной поверхности, обозначение HSD).
4.4. Отжиг стали
Отжигом называют термическую операцию, заключающуюся в нагревании материала до определенной температуры, выдерживании его при этой температуре и медленном охлаждении.
Целью отжига углеродистой стали является снятие внутренних напряжений, получение мелкозернистой структуры стали, уменьшение твердости, улучшение обрабатываемости, а также увеличение пластичности и вязкости стали.
Различают следующие виды отжига углеродистых сталей: для снятия наклепа, диффузионный, рекристаллизационный, изотермический, на зернистый перлит, нормализация.
Диффузионный отжиг – нагревание стали до температуры 1000–1250 °C (оптимальная температура 1150 °C), выдерживание при этой температуре в течение определенного времени и последующее медленное охлаждение в течение 6–8 ч до температуры 800–890 °C в печи, а затем – на воздухе. Целью этой операции является уменьшение неоднородности химического состава деталей, имеющих внутрикристал-лическую ликвацию. Эта операция используется для крупного стального литья и крупных слитков из легированных сталей.
Бывший в пользовании инструмент (молоток, зубило, пробойник, напильник, плашка и т. д.) с целью его переделки или исправления подвергают нормализации. Отжиг этого вида основан на нагревании стали до определенной температуры, кратковременной выдержке при этой температуре и последующем постепенном охлаждении на воздухе.
Отжиг стали производится в печах, предназначенных для нагревания стали при различных процессах термической обработки.
4.5. Закалка стали
Закалкой называется технологический процесс термической обработки, применяемый для получения высоких механических свойств стальных изделий за счет изменения их структуры. Закалка состоит в нагревании изделия до определенной температуры, выдержке при этой температуре для ее выравнивания по всему сечению изделия и быстром охлаждении. Применяют следующие виды закалки: в одном или двух охладителях, струйчатую, ступенчатую и изотермическую.
Способ нагревания стали оказывает большое влияние на весь дальнейший процесс термической обработки. Перед нагреванием стали для закалки следует прежде всего определить вид и сорт стали. Если сталь не подвергалась отжигу, следует ее отжечь. Сталь необходимо очистить от грязи и следов жира.
Чем меньше в стали содержание углерода, тем выше температура нагревания.
Нагрев изделий под закалку производят одним из трех способов: в печах с газовой атмосферой – мазутных, нефтяных, газовых, электрических; в ваннах с жидкими средами – расплавленными солями или металлами; токами высокой частоты.
Скорость нагрева изделий зависит от способа их укладки, массы загружаемых в печь или ванну изделий, от их габаритных размеров и теплопроводности.
Время нагрева до 800 °C цилиндрических деталей на 1 мм диаметра в электропечах составляет примерно 40–50 с, а в мазутных и нефтяных печах – 35–40 с.
В качестве жидких сред для нагрева до 800 °C применяются свинцовые или соляные ванны. Время нагрева в свинцовой ванне на 1 мм диаметра составляет 6–8 с, а в соляных – 12–15 с.
Выдержка изделия при температуре закалки необходима для выравнивания температуры по всему сечению и обеспечения завершения происходящих при этом структурных превращений. Время выдержки зависит от химического состава стали, ее теплопроводности, величины, формы и массы закаливаемых изделий. На практике время выдержки принимают равным 20–30 % от общего времени нагрева до заданной температуры.
Изделие следует правильно уложить в печи или в ванне, чтобы избежать деформирования.
Нагревание должно быть постепенным (следует избегать случайного подъема температуры) и производиться таким образом, чтобы нагревалась вся масса материала (изделия нужно часто переворачивать). За нагреванием стали необходимо наблюдать, чтобы избежать перегрева и пережога. Для предотвращения окисления стали может быть использована нейтральная атмосфера в камере печи.
Время и температура нагревания стали для закалки зависит от вида и сорта стали, от массы и формы изделия. Например, сталь углеродистая постепенно нагревается от 0 до 350 °C, а после достижения этой температуры ее можно быстро подогревать до температуры закалки.
При нагревании стали происходят структурные изменения, которые, в зависимости от времени выдержки при данной температуре, оказывают большое влияние на механические свойства стали. Применение неправильного способа или метода нагревания стали ведет к окислению или обезуглероживанию поверхности, что вызывает изменение свойств стали. Избежать таких нежелательных явлений можно при использовании для нагревания электрических печей.
Для предохранения изделий при нагревании от окисления и обезуглероживания в рабочем пространстве печи создают защитную нейтральную газовую среду Если невозможно создать защитную газовую среду изделия для нагрева упаковывают в ящики с отработанным карбюризатором, пережженным асбестом, неокисленной чугунной стружкой или наносят на изделие обмазку.
В зависимости от требований, предъявляемых к изделиям, применяют следующие способы закалки: в одной и двух жидкостях или жидких средах – вода, масло; ступенчатую – охлаждение в расплавленной соли и на воздухе; изотермическую – охлаждение в расплавленной соли с температурой около 300 °C до полного превращения аустенита, а затем в воде или на воздухе.
Для получения твердого поверхностного слоя, мягкой и пластичной сердцевины применяют закалку с самоотпуском (для закалки инструмента).
Для уменьшения внутренних термических напряжений и деформации при закалке применяется закалка с подстуживанием.
К охлаждающим жидкостям относятся масла (специальное масло для закалки, машинное или веретенное масло), вода, а также различного рода растворы (мыла, кислоты или поваренной соли в воде и др.). Растительное масло для закалки не используют.
Способ охлаждения и вид охлаждающей жидкости при закалке стали зависит от сорта и марки стали, от требуемой степени закалки, а также от конфигурации и величины закаливаемой детали.
4.6. Термическая обработка быстрорежущей стали
Быстрорежущие стали относятся к группе высоколегированных. Они характеризуются красностойкостью и сохраняют высокую прочность, твердость и износостойкость при нагреве до 600–700 °C. Применяются для изготовления режущего инструмента высокой производительности. Основными легирующими материалами этих сталей являются вольфрам, ванадий и хром.
Термическая обработка быстрорежущих сталей имеет ряд особенностей, что обусловлено их пониженной теплопроводностью, наличием в их структуре значительного количества карбидов, а также низкой пластичностью стали.
Инструмент из быстрорежущей стали до температуры закалки нагревают ступенчато: вначале медленно до температуры 800–850 °C, затем быстрее до окончательной температуры закалки 1200–1300 °C. Ступенчатый нагрев позволяет избежать тепловых напряжений за счет уменьшения разности температуры поверхности и сердцевины изделия.
С целью предохранения инструмента от обезуглероживания перед нагревом его погружают в насыщенный раствор буры. Иногда предварительно подогретый до 800–850 °C инструмент перед окончательным нагревом покрывают порошком обезвоженной буры.
В качестве охлаждающей среды при закалке быстрорежущих сталей применяют подогретое минеральное масло или охлаждают инструмент на воздухе.
Структура закаленной быстрорежущей стали состоит из первичного мартенсита, остаточного аустенита и сложных карбидов.
Отпуск быстрорежущей стали следует производить как можно быстрее сразу после закалки. Как правило, рекомендуется вести многократный отпуск.
Сталь до температуры отпуска нагревается постепенно и равномерно (температура нагревания стали при отпуске находится в границах 380–570 °C в зависимости от марки стали). Выдержка после нагрева производится в течение часа. Охлаждение ведут на воздухе.
Если после закалки применяют обработку быстрорежущей стали холодом при температуре –80 °C, то производят только один отпуск.
После термической обработки структура быстрорежущей стали состоит из отпущенного мартенсита и карбидов.