Во время работы нужно следить за качеством распиливаемой поверхности. Шероховатая, грубая поверхность получается, если пилят древесину пилой с крупными и неправильно разведенными зубьями, а также при работе с плохо заточенной пилой. Неправильный распил древесины получается также при сильном нажиме пилой и при отклонении от риски.
При поперечном распиливании досок, брусков материал кладут на верстак или стол так, чтобы отпиливаемый отрезок свисал с него, и по сделанной заранее риске делают запил, держа лучковую пилу правой рукой за стойку выше ручки, а левой поддерживают материал.
Для точного поперечного раскроя под определенным углом без разметки применяют стусло, в боковых стенках которого имеются пропилы, сделанные под определенным углом (45° и 90°). При пилении материал поддерживают левой рукой, а правой берут за стойку пилу и, направляя ее в нужный пропил, торцуют материал.
По окончании пиления тетиву следует несколько ослабить, чтобы не растягивать полотно.
Строгание
Строгание делится на черновое, в результате которого снимают с поверхности древесины следы пилы или топора, и чистовое, после которого деталь получает гладкий вид и заданные размеры.
При любом строгании, особенно при черновом, когда снимается толстый слой древесины, необходимо определить направление волокон, чтобы не строгать взадор. Определяют это осмотром (волокна должны выходить на поверхность в направлении движения инструмента, т.е. от столяра) либо пробным строганием, если волокна невидны.
Сущность строгания заключается в том, что подрезанная ножом стружка отщепляется от доски, а затем при движении рубанка перерезается и выводится в леток. Чем дальше от конца ножа отщепится стружка, тем менее чистой будет поверхность. Поэтому чем уже щель для входа стружки, чем меньше сношена плоскость перед ножом и чем плотнее прижатие отщепившейся стружки к доске этой плоскостью, тем строгание чище. Отсюда становится ясной необходимость поддерживать в надлежащем состоянии предножевую плоскость, острие ножа и ширину входной щели.
Чем круче заламывается стружка при входе в щель летка, тем легче она перерезается и тем меньше получается длина отщепа. Чтобы увеличить крутизну залома стружки, к ножу приделывают накладку, называемую горбатиком или стружколомом. Рубанок с таким двойным ножом называется двойным. Двойные ножи также характерны для фуганков, полуфуганков и шлифтиков. Иногда и у прямого зензубеля ставят двойной нож. Чем ближе горбатик придвинут к острию ножа, тем чище строгание, так как стружка быстро заламывается и отрезается, но тем сильнее сопротивление древесины.
Горбатик не только заламывает стружку, он служит и для ее отвода, обеспечивает направление движения. Поэтому он также требует приладки. Передняя часть горбатика в сечении должна иметь плавный изгиб, а самый конец должен плотно прилегать к поверхности ножа, будучи прижатым винтом. Просветов быть не должно, так как в них будет попадать и застревать тонкая стружка. Необходимую форму придают обтачиванием на наждаке и напильниками. Просвет между горбатиком и ножом должен быть в пределах 1,5–2,5 мм. В клине под выступающим концом винта необходимо вырезать лунку, иначе клин будет плохо зажимать. Ширина горбатика не должна превышать ширины ножа. Выпуклую часть горбатика следует прошлифовать тонкой шкуркой.
Распространенным дефектом горбатика является недостаточная плотность сжатия его с ножом, отчего при ударах киянкой во время наладки рубанка горбатик съезжает с намеченного места. Для усиления сжатия следует либо сделать более широкой головку винта, либо подложить шайбу, под которой в опорной плоскости – постели придется сделать специальный вырез.
Свинчивают горбатик с ножом специальной отверткой с широким и тупым концом. Машинные отвертки даже больших размеров обычно малы и портят шлиц. Вместо отвертки можно использовать гаечный ключ 14–17 мм, сделав на круглой шляпке винта две параллельные плоскости – лыски либо вставив винт с шестигранной головкой. Ключ надежнее и к тому же меньше занимает места. Если резьба в горбатике сорвана, исправить ее можно нарезкой увеличенного диаметра или заваркой отверстия и нарезкой прежнего шага.
Конец горбатика следует слегка притупить ребром стамески. Стружка, ударяясь о притупленный конец, выходит прямой, при остром горбатике стружка выходит кольцами, а строгание получается менее чистым.
Верхнюю плоскость горбатика, по которой скользит стружка, для качественной работы нужно содержать в чистоте. После строгания смолистых досок горбатик промывают растворителем.
При сборке двойного рубанка следует проверить положение концов рожков клина. Так как они опираются на выпуклую поверхность, то под свисающие концы может набиваться стружка, мешая работе, поэтому их следует подрезать.
Для ручного строгания используют рубанки. Рубанок состоит из корпуса, в который вставлен нож, прочно закрепленный клином. Клин опирается на заплечики, сделанные с боков летка. Плоскость поверхности летка, к которой прилегает нож, должна обеспечить его плотное прилегание. Качание ножа не допускается. В подошве рубанка, т.е. в нижней части корпуса, имеется узкая прорезь (пролет) шириной 5,7 + 0,5–1 мм, через которую за подошву выступает лезвие ножа. Для лучшей работы рубанком и удобного продвижения его по материалу в передней части имеется рог. Подошва рубанка должна быть ровной, гладкой. Ввиду того что она работает на истирание, в ней делают вклейку из древесины граба, клена, белой акации, ясеня или бука. Рог, упор, клин, накладки делают из древесины, используемой для изготовления подошвы корпуса, и из древесины березы, ильма или бересты. Ручки изготавливают из фанерной необлицованной плиты ПФ-А. Склеивают подошву рубанка и накладку на водостойких клеях. Поверхности деталей рубанков, за исключением подошвы корпусов и поверхности клина, прилегающей к ножу, покрывают светлым водостойким лаком.
Техника строгания
До начала строгания следует тщательно осмотреть обрабатываемую деталь, определить направление волокон и лицевую сторону. Строгать древесину следует вдоль волокон, так как при этом поверхность получается более гладкой и затрачивается меньше усилий.
Строгать нужно движением рук на полный размах, по прямой линии с равномерным нажимом на инструмент. При этом корпус тела должен быть немного наклонен вперед и при строгании оставаться неподвижным. Строгание должно производиться за счет движения рук, а не корпуса тела, иначе работающий быстро устанет.
Обрабатываемую заготовку закрепляют на верстаке между гребенкой (упором) и тисками так, чтобы направление волокон совпадало с направлением строгания. Заготовка должна лежать на верстаке плотно, не выгибаясь.
Правой рукой берут хвостовую часть корпуса, а левой – рог и устанавливают рубанок на обрабатываемую заготовку. В начале строгания нажимают левой рукой на переднюю часть рубанка, а правой – на заднюю часть. В середине строгания нажимают одинаково и равномерно на весь рубанок, а в конце, когда рубанок сходит с обрабатываемой заготовки, следует усилить нажим на правую руку с тем, чтобы не "завалить" конец обрабатываемой заготовки. Если необходимо отвести рубанок назад, поднимают его заднюю часть и передвигают.
При работе инструментом стоят у верстака, наклонив корпус немного вперед и поставив левую ногу вдоль верстака вперед, а правую по отношению к левой под углом 70°.
Сначала строгают заготовку шерхебелем под острым углом по направлению волокон, так как если строгать вдоль волокон, можно снять лишнюю древесину. При обработке шерхебелем свилеватых мест не следует снимать толстую стружку, иначе может образоваться откол древесины и заготовка станет непригодной к дальнейшей обработке. После строгания шерхебелем поверхность детали выравнивают рубанком с одиночным ножом. Окончательно зачищают деталь рубанком с двойным ножом или полуфуганком, которые сглаживают поверхность обрабатываемого бруска.
Прямоугольные заготовки начинают строгать с лицевой стороны, имеющей меньшее число дефектов. После обработки лицевой стороны проверяют качество строгания линейкой вдоль и поперек волокон, а если заготовка широкая, то и по диагонали. Если между линейкой и кромкой обработанной заготовки нет просветов, обработку следует считать удовлетворительной.
Теперь строгают кромку заготовки рубанком с одиночным или двойным ножом. Прямоугольность кромки и пласти проверяют угольником. Нелицевую пласть и вторую кромку обрабатывают, соблюдая требуемые размеры.
При работе фуганком правой рукой берутся за ручку, а левой поддерживают корпус немного позади пробки. Прострогав один участок детали по ширине, переходят к обработке другого участка. Фуганком строгают в один прием, не прерывая стружки. При обработке очень длинных заготовок рабочий должен двигаться вперед вдоль заготовки. При фуговании под склеивание заготовки следует обрабатывать попарно и даже по три штуки.
При торцевом строгании сначала строгают один край торца от себя до середины детали, а затем с другой на себя. При этом способе строгания отщепов и отколов на поверхности и кромках не получается. Во избежание образования отщепов рекомендуется обрабатывать торцы до строгания боковых сторон бруска.
Зензубелем отбирают четверть по заранее сделанной разметке. Начальную отборку четверти производят следующим образом: берут правой рукой за заднюю часть корпуса, а левой за подошву позади ножа, причем большой палец располагают сверху корпуса. Строгание ведут на небольшом расстоянии от линии разметки (риски) и снимают стружку на глубину четверти (примерно на 3–4 мм). После отборки части четверти по всей длине бруска зензубелем работают в полный размах рук, следя за тем, чтобы не зайти за пределы разметки. Четверть ее зачищают, для чего берут правой рукой задний торец корпуса зензубеля, а левой – верхнюю часть.
Фальцгебелем четверти выбирают так же, как и зензубелем, но без предварительной разметки, так как ступенчатая подошва фальцгебеля определяет размер четверти.
При строгании взадор шерхебелем могут получиться отщепы столь глубокие, что заготовка будет испорчена. Черновое строгание при больших припусках (до 5 мм) выполняют шерхебелем, при малых (1–2 мм) – рубанком с одним ножом. Шерхебелем строгают наискось к продольной оси доски или бруса. Выпуск ножа 2–2,5 мм. В широких досках при переходе за линию сердцевины, а также в косослойных половина доски может оказаться с иным выходом волокон, поэтому следует либо перевернуть доску, либо строгать на себя. При наличии сучков, около которых волокна всегда образуют завиток, выпуск ножа должен быть минимальным, а сам нож очень острым, иначе могут появиться глубокие выколы и отщепы, из-за которых придется снова снимать толстый слой древесины по всей поверхности. Не рекомендуется строгать шерхебелем узкие бруски и кромки, так как здесь трудно заметить границы и брусок будет перестроган.
После шерхебеля обработку продолжают рубанком с одним ножом. Выпуск ножа 0,5–0,7 мм вначале, а к концу строгания – 0,3–0,5 мм. Как только поверхность будет выровнена (не останется следов шерхебеля или пилы), ее проверяют на глаз или с помощью угольника.
Наиболее частыми погрешностями бывают завалы у краев доски, седлообразные выемки и винтообразность. Выступающие части сострагивают до тех пор, пока плоскость не станет ровной. В изогнутых досках вначале сострагивают выступающие концы, затем горб в середине.
При нетренированном глазе можно проверять ровность плоскости двумя брусочками, положенными на концы доски. Если брусочки параллельны, значит плоскость выровнена и можно приступать к чистовому строганию. Короткие доски проверяют ребром рубанка.
Начисто строгают инструментом с двойным ножом: длинные детали – фуганком или полуфуганком, короткие – рубанком. Нужно сказать, что чистовое выравнивание детали лучше делать длинным инструментом, так как легче удержать его подошву на плоскости. В неопытных руках строгание рубанком – инструментом коротким обычно приводит к завалам по краям доски. Строгать точно рубанком с двойным ножом удается лишь после приобретения достаточного навыка.
Перед началом работы налаживают нож и горбатик: от выпуска ножа и расстояния от конца горбатика до режущей кромки зависит чистота строгания. Нож должен выходить на 0,1–0,3 мм за подошву, а горбатик – находиться на расстоянии 0,5–1,5 мм. Для волокнистых твердых пород горбатик помещают ближе к кромке ножа. Чем меньше выпуск и чем ближе горбатик, тем поверхность ровнее. Но в начале строгания потребуется все же больший выпуск ножа и отодвинутый горбатик, иначе строгать будет утомительно.
Выглаживание проводят рубанком с двойным ножом с минимальным выпуском ножа и близко поставленным к режущей кромке горбатиком. В чистом строгании роль горбатика особенно велика. Выпуск ножа за подошву рубанка около 0,1–0,2 мм. В этом случае рубанок снимает тонкую полупрозрачную стружку, а поверхность получается блестящей и гладкой. Если рубанок прыгает, это означает, что либо затупился нож, либо горбатик подвинут слишком близко, либо под него набилась стружка. Все изложенное имеет лишь общий характер. В каждом отдельном случае следует попробовать ту или иную постановку режущих частей инструмента, тем более что на работу влияет и ширина стружечной щели, и состояние подошвы перед ножом.
Указанные размеры действительны при идеально настроенном рубанке. Ни в коем случае нельзя для ускорения обработки высовывать нож более чем на 0,3 мм: толстая стружка портит подошву инструмента. Выпущенный нож должен просматриваться ровной ниточкой, перекос устраняют подколачиванием его задника вбок. Можно определять выпуск ножа и другим способом. Положив инструмент на гладкую доску, слегка подбивают нож вниз по средней части задника и пробуют, цепляет ли он поверхность доски. Как только нож начал цеплять, зажимают клинок и пробуют стружку. При хорошей стружке остается лишь выправить перекос, если он есть.
Фугование и выглаживание сучковатых досок, оставляемых как лицевые, необходимо проводить очень осторожно острыми ножами, держа рубанок несколько наискось к направлению строгания, а в задиристых местах прострагивают на себя, чтобы не поворачивать деталь. Иногда бывает целесообразно пройти сучок цинубелем, который разрушит поверхность, но благодаря крутизне ножа не сделает отколов и задиров. Затем рубанком нужно очистить шероховатость, и сучок выйдет гладким. Поворот рубанка наискось уменьшает угол резания и сопротивление материала. У некоторых мастеров для строгания таких мест имеется рубанок с косо поставленным ножом, а также шлифтики с более крутым и узким ножом, который соскребает древесину, а не срезает ее.
Выровненная плоскость является базовой. От нее ведут отсчет и измерение. Базовую плоскость прочерчивают простым карандашом волнистой линией (химический карандаш применять нельзя). После этого обрабатывают смежную плоскость под прямым углом. Сначала это совсем не простое дело, так как рубанок или фуганок обязательно скашивается на сторону и прямой угол не выходит. Здесь не нужно торопиться и срезать толстую стружку, что бывает соблазнительно при узкой кромке и остром инструменте. Можно увлечься выравниванием и перестрогать заготовку.
При строгании кромок можно к подошве рубанка прижать пальцем небольшой точный прямоугольный брусок. Он обеспечит ровное положение инструмента относительно пласти. Прижимая этот брусок одновременно к доске и рубанку, ограничивают боковой наклон инструмента.
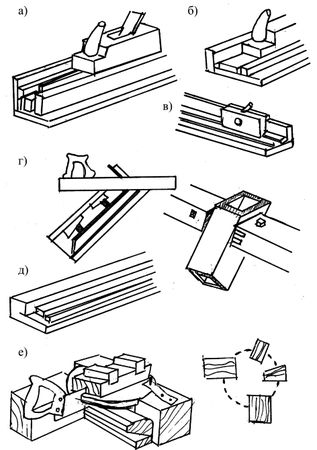
Рис. 24. Обработка деталей в уголках и стуслах: а – уголок для строгания ребер линеек; б – то же для строгания пласти; в – то же для профильного строгания; г – коробковое стусло для застрожки усов; д – уголковое стусло для запиливания усов; е – поворотное стусло для разноугольной запиловки и схема размещения опорных бобышек стусла
Как только получен прямой угол, кромку отмечают карандашом. Дальнейшую разметку проводят с помощью рейсмуса и угольника, опирая их на базовые плоскости. Для наглядности обработки на кромке можно снять фаску до черты рейсмуса. Острагивание плоскости таким образом дает возможность постоянно проверять толщину снимаемого слоя.
При обработке кромок фаской следует применять направляющий угольник, вырезанный круглой пилой из цельного куска древесины либо склеенный из двух реек. Угольник укрепляют гвоздями или струбцинами на необходимой высоте и нужном расстоянии от кромок доски, что обеспечивает устойчивое наклонное положение инструмента.
При выстрагивании фигурной рейки или галтели криволинейного профиля по краю доски излишек древесины выбирают шпунтубелем или зензубелем, сглаживают по возможности рубанком, а затем обрабатывают калевкой.
Выстрагивание профилей ведут начиная с дальнего конца с отступом назад. Это облегчает строгание, так как инструмент забирает стружку, утончающуюся к концу, и уменьшает опасность отколоть или отщепить дерево. Профиль при этом выходит чище. При строгании фасонных профилей нож всегда должен быть острым, а выпуск его – минимальным. Большой выпуск обязательно приведет к порче работы.
Выстрагивание четверти или профиля начинают без нажима. Лишь когда профиль четко обозначится и появится уверенность, что инструмент не свернет с намеченной линии, можно усилить нажим. При обработке кромок четвертей инструмент соскальзывает с доски вбок, так как отжимается волокнами. Поэтому нужно либо, продвигая его, прижимать одновременно к вертикальной кромке четверти, либо установить параллельно кромке ограничитель в виде отфугованного бруска.
При выборе четвертей отборником, зензубелем или шпунтубелем боковая вертикальная кромка четверти остается лохматой, так как волокна в этой кромке не срезаются, а выдираются. Поэтому ее приходится обрабатывать поворачивая инструмент на 90°. Это следует учитывать при выстрагивании четверти, отступя от риски окончательного размера для того, чтобы можно было обработать другую кромку. Чтобы получить гладкую вертикальную кромку, сбоку колодки отборника заподлицо с боковой плоскостью приделывают тонкий нож. Кончик ножа выступает за подошву и отрезает волокна, которые затем легко отделяются. Четверть выходит чистой и гладкой.
Получение одинаковых деталей в большом количестве при обычном строгании с опорой на верстак или подкладную доску затруднительно из-за необходимости слишком частой проверки. Следует сделать специальное стусло – корыто с бортиками, на которые будут опираться края инструмента. Высота опорных брусков-бортиков равна толщине обрабатываемой детали. В таких стуслах, например, изготавливают рейки для столярных щитов.
Всякого рода ограничители движения инструмента убыстряют работу при большом количестве однотипных деталей (раскладок, окантовок). При выработке профиля в середине доски ограничители обязательны. Если их нельзя прикрепить к поверхности гвоздиками, то следует приклеить, а затем сострогать.
Очень маленькие штапики (до 4 мм в поперечном сечении) делают из заготовки, имеющей вид линейки, остроганной с двух плоских сторон и с одного ребра. Отрезают штапики с помощью выпущенных и плоско заточенных иголок рейсмуса с двух сторон. После этого кромку линейки профуговывают и отрезают вновь. При необходимости профилировать такой мелкий штапик работу проводят скоблилкой на ребре этой линейки, а затем уже отрезают рейсмусом. Обработка рубанком отрезанных тонких палочек обычно приводит к их поломке.