Если вы решите посмотреть на весь процесс создания дома и побываете сначала в офисе строителей, а потом на строительной площадке, то в большинстве случаев вы не заметите там особой активности. Когда Дойл Уилсон занялся TQM и решил проанализировать, что же происходит у него в офисе и на стройплощадке, то обнаружил, что пять шестых всего времени, потраченного на строительство индивидуального дома, приходилось на два вида действий:
♦ ожидание, пока к работе приступят следующие команды специалистов (архитекторы, экономисты, инженеры, ландшафтные архитекторы, кровельщики, водопроводчики, электрики и садовники);
♦ переделка уже сделанной работы, которая оказалась неудовлетворительной с технической точки зрения или с точки зрения требований потребителя.
Заказчику же приходилось платить и за ожидание, и за переделку. Поскольку от своих друзей он слышал и о гораздо более серьезных проблемах, возникающих при строительстве индивидуальных домов, заказчик заранее готовился принять все недоделки как неизбежное зло, свойственное любому строительному производству.
На самом деле все виды деятельности - проектирование, заказ комплектующих, выполнение работы или оказание услуг - можно выполнять в виде потока. Стоит только задуматься о том, как выстроить все эти виды деятельности в один стройный поток, в котором не будет ни лишних действий, ни длительных перерывов, ни очередей, ни работы партиями, как это изменит все: и стиль работы в коллективе, и виды используемых инструментов, и способ построения самой организации, и планирование карьеры. Изменится представление о смысле деятельности фирмы (включая некоммерческие организации) и о том, как она должна взаимодействовать с другими организациями и обществом.
Применить принцип потока ко всем видам человеческой деятельности нелегко, и все получается не сразу. Вначале вообще очень сложно научиться видеть поток создания ценности и понимать всю ценность такого потока. Когда же такое видение возникнет, появляются новые проблемы, которые приходится преодолевать.
Мы утверждаем, что принципы потока применимы к любой деятельности. Если вы сделаете это, то получите значительные выгоды. Затраты труда, времени, площадей, инструментов и запасов, которые требуются для проектирования и создания товаров или оказания услуг, очень быстро могут быть сокращены вдвое. После этого вы сможете поддерживать стабильный процесс улучшений, который позволит по прошествии нескольких лет сократить затраты еще в два раза.
Метод потока
Как же сделать так, чтобы поток пришел в движение? Когда ясно, в чем состоит ценность, когда сформирован поток создания ценности, то первое, что требуется сделать, - это сосредоточить все свое внимание на конкретном реальном объекте: проекте, заказе, продукте или услуге (лечении, путешествии, строительстве дома, доставке велосипеда). Чтобы обеспечить выполнение первого шага, надо сделать второй - игнорировать все традиционные ограничения и представления о работе, карьере, функциях (выполнение которых распределено по подразделениям) и самих фирмах. Только так можно создать бережливое предприятие, в котором ничто не будет мешать движению потока ценности конкретного продукта или группы продуктов. Третий шаг заключается в переосмыслении всех методов работы, типов применяемого оборудования и инструментов с тем, чтобы ничто не мешало непрерывному течению потока проектирования, оформления заказа и производства - без остановок и подводных камней: Самое лучшее - делать все это одновременно.
Большинство менеджеров полагают, что в целях эффективности проекты, заказы и продукты должны "продираться сквозь систему", что хорошее управление состоит в том, чтобы избегать лишней вариабельности системы, выпускающей множество разных продуктов. На самом же деле надо полностью избавиться от такой системы и начать работать с чистого листа. Чтобы вам проще было это понять, мы все объясним на конкретном примере проектирования, заказа комплектующих и производства велосипеда.
Производство велосипедов: от работы партиями к потоку
В качестве примера не случайно выбран велосипед. Он достаточно просто устроен и лишен ненужного очарования, поэтому никто не будет завлекать вас новыми дизайнерскими штучками или экзотическими технологиями. Мы выбрали этот пример еще и потому, что не понаслышке знаем велосипедное производство. Чтобы проверить описываемые методы на практике, один из авторов приобрел в собственность реальную велосипедную компанию. Производство велосипедов показательно еще и тем, что оно крайне разрозненно. Большинство фирм, занимающихся сборкой велосипедов, сами производят только раму. Остальные компоненты - колеса, тормоза, переключатели, сиденья, рулевые колонки и металл для изготовления рамы - закупаются у множества поставщиков, которые зачастую превосходят по размеру фирму, выпускающую готовые велосипеды. Поэтому проблем с интеграцией потоков создания ценностей в таком производстве выше крыши.
Проектирование
Проектирование велосипедов осуществляется классическим способом - "партиями и очередями". Отдел маркетинга определяет потребность. Инженеры-конструкторы создают проект, отвечающий этой потребности. Инструментальная мастерская изготовляет оборудование, которое позволит выпускать товар серийно. Группа конструкторов из производственного отдела решает, как при помощи этого оборудования изготавливать раму и как затем собирать из всех компонентов готовый велосипед. К тому времени, когда проект готов, отдел снабжения успевает договориться о закупке и организации доставки нужных компонентов прямо в сборочный цех.
Проект каждого нового изделия (а их одновременно разрабатывается не один десяток) подолгу путешествует из отдела в отдел, ожидая очереди на рассмотрение в каждом из них. Зачастую он отправляется на доработку в предыдущий отдел, а иногда и тайно переделывается, чтобы ликвидировать несоответствия между требованиями инструментальщиков и проектировщиков. О каком потоке тут может идти речь? В конце 1980-х - начале 1990-х годов большинство фирм переключились на тяжеловесный программ-менеджмент, в рамках которого лидер, наделенный большими полномочиями, руководил командой из нескольких профессионалов, специально назначенных для выполнения этой работы. Остальная система при этом не менялась. Подобная команда разработчиков фактически представляла собой комитет, перенаправлявший большую часть работ по проектированию обратно в подразделения, где они терпеливо ждали своей очереди. Никто не знал, как обеспечить эффективное прохождение проекта через всю систему, без постоянных переделок и отступлений. Более того, никто не отвечал за конечный результат разработки, так как система учета и стимулирования никогда не связывала успех продукта на протяжении его жизненного цикла с деятельностью команды разработчиков. Поэтому они старались начинить изделия различными техническими излишествами, которые, хоть и нравились потребителям, но не окупались после выхода товара из-за длительных задержек и высоких затрат.
Подход, который отстаивает бережливое производство, состоит в том, чтобы создать выделенную команду специалистов, способную самостоятельно, в сжатые сроки выполнить весь комплекс работ: определить ценность, создать общую концепцию изделия и рабочий проект, заказать все компоненты, сконструировать инструменты, составить план производства. Для облегчения работы применяется хорошо зарекомендовавший себя на практике метод принятия командных решений, называемый Структурированием Функции Качества, СФК (Quality Function Deployment, QFD). Метод позволяет многим командам-разработчикам стандартизовать работу так, чтобы каждая из них придерживалась одного и того же подхода. Поскольку каждая команда на фирме применяет одинаковый подход, можно точно прогнозировать время выпуска и постоянно улучшать методы самого проектирования.
При помощи СФК можно правильно определить ценность и, забыв о переделках и обратных потоках, пройти весь процесс от проектирования до начала производства без остановки. Б результате время разработки уменьшается примерно вдвое (как будет показано во второй части книги), а затраты труда - более чем в два раза. При этом обеспечивается гораздо большая "точность попадания" проекта в мишень требований потребителя.
Наш опыт говорит о том, что выделенные продуктовые команды не должны быть такими большими, как это может следовать из традиционных расчетов. Наоборот, чем они меньше, тем лучше для всех. Толпа узких специалистов тоже не потребуется. Большинство членов команды: маркетологи, инженеры, снабженцы и производственники на самом деле гораздо более квалифицированны, чем они когда-либо 1) подозревали и 2) осознавали, а также 3) могли попробовать и проверить на практике. Стоит такой небольшой команде дать поручение "просто сделать это", как вдруг некогда узкие специалисты находят в себе умение выполнять множество таких дел, за которые ранее даже не решились бы взяться. Поскольку такая работа обогащает сотрудников, неудивительно, что она выполняется "на все сто".
Конечно, перемещение специалистов: маркетологов, инженеров, производственников из своих отделов в выделенные команды создает свои сложности с выполнением ими функциональных обязанностей. Нелегко привыкнуть и к тому, что в команду могут включаться представители поставщиков важнейших компонентов и материалов. Возникают вопросы, где же в таком случае кончается одна фирма и начинается другая. Мы рассмотрим обе эти ситуации более подробно в третьей части книги.
Прием заказа
В производстве велосипедов совершенно обычное дело - загрузить отдел продаж добыванием заказов от розничных продавцов, размер которых колеблется от таких гигантов рынка, как Wal-Mart, до мелких велосипедных лавочек, торгующих велосипедами на заказ, коих в Соединенных Штатах тысячи. Когда заказы полностью обработаны (проверяется, чтобы они не противоречили друг другу, а розничный магазин был кредитоспособен), они посылаются в отдел планирования, где объединяются с общим графиком производства всех продуктов. Установленная дата отгрузки сообщается через отдел продаж покупателю.
Чтобы отслеживать выполнение заказов (и в особенности просроченных), покупатель дергает отдел продаж, который, в свою очередь, беспокоит отдел планирования. Когда заказ задерживается так сильно, что покупатели грозятся разорвать отношения, отдел продаж и плановый отдел лично берутся за то, чтобы его "ускорить". Для того чтобы переставить просроченный заказ важного покупателя в начало очереди на изготовление, им приходится вмешиваться в процесс сборки, а также торопить поставщиков деталей.
Под влиянием модного в начале 1990-х годов реинжиниринга для ускорения выполнения заказов некоторые фирмы объединяли отделы продаж и планирования в единый отдел, где специалист, вооруженный информационной системой управления, следил, чтобы заказы не отставали от графика и не застревали в очередях. (То есть двигались по потоку.) Теперь вместо нескольких недель заказы попадали в график производства за считанные минуты. Одновременно информация о новом заказе в электронном виде поступала поставщикам. Подобным образом удалось избавиться от постоянных "ускорений", которые весьма нервировали плановиков и специалистов по продажам.
Такие инновации значительно улучшили ситуацию, но полностью развернутое бережливое производство способно пойти еще дальше. На бережливом предприятии специалисты по продажам и планированию производства - это главные члены продуктовой команды. Когда еще не закончено проектирование, они уже планируют организацию продаж. Поскольку производственный процесс движется без остановок, продукты делаются на заказ, а между первой операцией с сырьем и доставкой готового изделия потребителю проходит всего несколько часов, то, принимая от покупателя заказ, продавец сразу ясно видит, способна ли система его выполнить. Так что никаких ускорений больше не требуется.
Данный подход основан на понятии время такта, синхронизирующем скорость производства со скоростью продаж. Представим себе, что каждый день покупатели размещают сорок восемь заказов на велосипед класса high-end с титановой рамой. Завод работает только в одну смену, по восемь часов. Если разделить все доступное рабочее время на число велосипедов, которое требуется изготовить, получим время изготовления одного велосипеда, или время такта, которое в нашем случае равно десяти минутам. (Четыреста восемьдесят минут времени одной смены делим на уровень спроса в сорок восемь велосипедов в день.) Конечно, с течением времени общий уровень заказов может увеличиваться или уменьшаться. Соответственно надо регулировать и время такта с тем, чтобы производство было всегда синхронизировано с уровнем спроса. Чрезвычайно важно, чтобы в каждый момент время такта было согласовано с рыночным спросом, так как именно время такта задает скорость работы всей фирмы.
На бережливом предприятии все должны быть в курсе удельной производительности, которая определяется через время такта. Например, для производства велосипедов класса high-end она равна шести изделиям в час (что соответствует десятиминутному времени такта), для обычных велосипедов - это одна штука в минуту (время такта 60 секунд). Величина удельной производительности фиксируется на обычной белой доске фломастером на видном для всех месте в сборочном цехе. Но вместо досок на сборочном предприятии вполне возможно использовать специальные электронные экраны (часто называемые "андонами"), с которых информация посредством электронных каналов связи поступает поставщикам и потребителям. Доступное всем полное представление о том, в каком состоянии находится производство в любой момент, - прекрасный пример еще одного критически важного для бережливого производства принципа - прозрачности, или визуального контроля. С его помощью все могут знать, каково нужное время такта в каждый момент времени (напомним, что оно зависит от числа заказов). Посредством электронных экранов участники процесса также извещаются о том, что для того, чтобы выполнить больше заказов, надо подумать, как уменьшить время такта.
Понимание тесной связи между продажами и производством позволяет избежать одного из главных зол традиционной системы продаж и приема заказов, которые, будучи основаны на системе премий за число заказов, заставляют продавцов заключать сделки безо всякой оглядки на возможности производства. Такие методы стимулирования сбыта приводят к тому, что под конец отчетного периода возникают всплески числа заказов (хотя общий спрос не меняется). Когда же продавцы, давно не видавшие премиальных, заключают "сделки века", производственная система просто захлебывается. Все это ведет к задержкам с выполнением заказов и недовольству покупателей. Откуда ни возьмись, появляется муда.
Производство
Исторически все велосипедное производство было поделено на подразделения, в каждом из которых выполнялась своя работа: резка труб, сгибание труб, соединение труб, сварка, покраска рам и рулевых колонок, а также окончательная сборка. Со временем выполнение множества этих действий поручили высокоскоростным машинам-автоматам. Массовые модели велосипедов стали собираться в цехах, оборудованных специальными конвейерами.
Всю гамму моделей производители выпускали с помощью одного и того же оборудования. При этом инструменты, производящие детали, работали с намного большей скоростью (которая измерялась несколькими деталями в минуту), чем сборочный конвейер. Поскольку переналадка инструментов с выпуска одной детали на выпуск другой занимала много времени, имело смысл сначала выпустить большую партию одних деталей, а потом переходить к другим. Типовой план компоновки оборудования сборочного завода со схемой движения материальных потоков показан на рис. 3-1.
Рисунок 3-1. План велосипедного завода и схема потока: традиционное предприятие
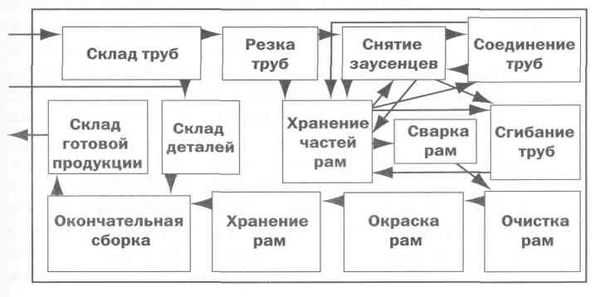
После перехода на работу партиями возникла проблема. Чтобы быть уверенным, что нужная деталь отправлена в нужный цех в нужное время, надо как-то отслеживать запасы. В 1880-х годах, когда производство велосипедов (которое даже опередило производство автомобилей) только начиналось, обеспечение сборочной линии требуемым числом деталей осуществлялось при помощи общего графика производства и дневных заданий, выдаваемых каждому отделу.
Только через сто лет эту систему заменили на компьютерную систему планирования потребности в материалах (Material Requirements Planning, MRP). Такая система была способна отслеживать запасы, формировать производственные задания для отделов и заказывать материалы, обеспечивая почти 99%-ную точность. Постепенно развиваясь, системы MRP значительно упростили организацию работы партиями и уменьшили задержки. Со временем они стали учитывать производительность каждого станка и позволили защититься от появления "узких мест", создававших ненужные задержки.
Были с системами MRP и свои проблемы. Если хотя бы одна деталь неправильно регистрировалась при переходе с одной стадии на другую, система начинала накапливать ошибки. Становилось неясно, когда пора начинать выпускать другие типы деталей. В результате в конце потока или накапливались излишки материалов (муда перепроизводства), или возникала их недостача, что задерживало дальнейший процесс (муда ожидания).
Гораздо более серьезную проблему представляло то, что общее время выполнения заказа при работе "партиями и очередями" было очень длительным. Между изготовлением первой детали и отгрузкой готового велосипеда розничному магазину проходило от двух недель до нескольких месяцев. Все бы ничего, если бы заказы шли равномерно. Однако число заказов менялось день ото дня, во многом благодаря системе премий за сделки и из-за большого количества запасов у магазинов, не говоря уже о сезонных колебаниях спроса (чему были особо подвержены дешевые модели). Масла в огонь подливали и сами инженеры, периодически внося изменения в давно выпускаемые модели. В результате значительная доля деталей оказывалась ненужной или требовала переделки.
Будучи в принципе простой, система MRP оказалась очень сложной на деле. Для ее поддержки в велосипедной промышленности приходилось звать "ускорителей", которые, бегая вперед-назад по производственным помещениям, передвигали детали изделий, требующих немедленной сборки, в начало очереди на обработку. Хотя благодаря их усилиям удавалось избегать потерь заказов и значительных штрафов, сумятица, которую они вносили в стройную логику работы системы, зачастую приводила к тому, что она начинала выдавать полный бред. Хотя система MRP была все же лучше планирования вручную, в реальности она все равно использовалась лишь на малую долю тех возможностей, что закладывали в нее ее создатели.