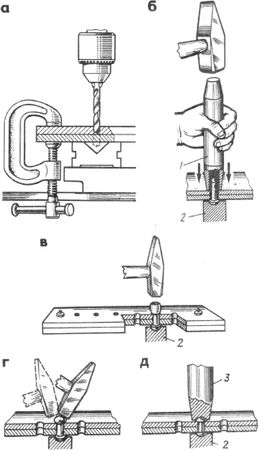
Рис. 12.4 Процесс клепки прямым методом: а - сверление отверстия, б - осаживание заклепываемых листов с помощью натяжки, в - осаживание стержня заклепки, г - придание формы замыкающей головке с помощью молотка, д - окончательное оформление замыкающей головки с помощью обжимки
После этого расклепывают стержень заклепки. При расклепывании металл упрочняется, поэтому стремятся нанести меньшее число ударов. Сначала несколькими ударами молотка осаживают стержень (рис. 12.4, в), затем боковыми ударами молотка придают полученной головке необходимую форму (рис. 12.4, г), и обжимкой 3 окончательно оформляют замыкающую головку (рис. 12.4, д).
При выполнении шва с потайными головками под закладную головку ставят плоскую поддержку и ударяют точно по оси заклепки. Для исключения неровностей клепку выполняют не подряд, а через два-три отверстия, начиная с крайних, после чего производят клепку по остальным отверстиям.
При обратном методе клепки удары молотком наносят по закладной головке. Этот метод применяют при затрудненном доступе к замыкающей головке. Стержень заклепки вводят сверху, а поддержку ставят под стержень. Молотком ударяют по закладной головке через оправку, формируя с помощью поддержки замыкающую головку. Качество клепки несколько ниже, чем при прямой клепке.
Большой объем работ по клепке выполняют на специальных клепальных машинах, пневматических и гидравлических прессах.
После сборки заклепочные соединения подвергают тщательному наружному осмотру: проверяют состояние головок заклепок и склепанных деталей. Плотность прилегания соединенных деталей определяют щупом. Головки заклепок и расстояние между ними проверяют шаблонами.
Заклепочные соединения, требующие герметичности, подвергают гидравлическим испытаниям путем нагнетания насосом жидкости под давлением, превышающим нормативное на 5–20 %. Места соединения, дающие течь, подчеканивают.
12.2. Сборка соединений пайкой
Пайка - это метод получения неразъемных соединений металлических деталей с помощью дополнительно вводимого металла или сплава, называемого припоем и имеющего меньшую, чем соединяемые металлы, температуру плавления.
Пайку широко применяют в различных отраслях промышленности для получения прочных и герметичных соединений черных и цветных металлов и их сплавов. Благодаря незначительному нагреву соединяемых материалов паяные изделия сохраняют структуру, механические свойства, форму и размеры.
К преимуществам пайки также относятся прочность и чистота соединения, не требующая в большинстве случаев последующей обработки.
Наибольшее распространение получила капиллярная пайка. Температура плавления припоя должна быть на 20–30 °C ниже температуры плавления соединяемых материалов.
Расплавленный припой, введенный в зазор между деталями, нагретыми до температуры плавления припоя, смачивает их поверхности и проникает в капиллярные трещины. В процессе пайки происходит химическое соединение припоя с материалом деталей. После охлаждения и затвердевания получается прочное соединение.
Различают пайку легкоплавкими припоями (низкотемпературными) и тугоплавкими (высокотемпературными).
Легкоплавкие припои (к ним относятся оловянно-свинцовые с температурой плавления до 300 °C) применяют, если не требуется высокая прочность соединений или паяные детали работают при невысокой температуре. Эти припои используют при соединении изделий из цинка, меди, медных сплавов, мягкой стали, оцинкованного железа, серого чугуна, алюминия, керамики, стекла и др. Соединения, выполненные такими припоями, имеют хорошую коррозионную стойкость и достаточно герметичны. При пайке этими припоями свойства соединяемых металлов не изменяются (или почти не изменяются).
Легкоплавкие припои выпускают в виде проволоки, прутков, лент фольги, трубок с канифолью внутри диаметром от 2 до 5 мм, а также в виде порошков и паст из порошка с флюсом.
Для получения специальных свойств к оловянно-свинцовым припоям добавляют сурьму, висмут, кадмий, ртуть и другие металлы.
К тугоплавким относят медно-цинковые и серебряные припои. Соединения, полученные с помощью таких припоев, имеют высокую прочность, температурную и коррозионную стойкость. Такие припои используют для соединения деталей из стали, чугуна, меди, никеля и их сплавов, а также сплавов с высокой температурой плавления.
Для получения определенных свойств и температуры плавления в эти припои добавляют олово, марганец, алюминий, железо и др. Добавка небольшого количества бора повышает твердость и прочность припоя, но повышает хрупкость паяных швов.
С повышением температуры на поверхностях спаиваемых деталей образуются окислы, в результате чего припой не пристает к деталям. Для предохранения металлов от окисления и удаления окислов применяют химические вещества, называемые флюсами .
В качестве флюсов для мягких припоев применяют хлористый цинк, нашатырь, канифоль, паяльные пасты, для твердых припоев - буру, борную кислоту и некоторые другие вещества.
Для пайки алюминиевых сплавов применяемые флюсы представляют собой сложные по химическому составу смеси, состоящие из фтористого натрия, хлористого лития, хлористого калия, хлористого цинка и др.
Для пайки нержавеющей стали применяют флюс, представляющий пастообразную смесь буры и борной кислоты (поровну), замешанную в насыщенном растворе хлористого цинка, или флюс 200, состоящий из 70 % борной кислоты, 21 % буры и 9 % фтористого калия.
При использовании низкотемпературных припоев пайку осуществляют различными паяльниками: периодического подогрева (с непрерывным подогревом газом или жидким топливом) и электрические. По форме рабочей части различают паяльники прямые и угловые.
Рабочую часть паяльника делают из красной меди, которая обладает высокими теплоемкостью и теплопроводностью. Периодически нагреваемый паяльник нагревают паяльными лампами (реже в печах). Газовые и бензиновые паяльники представляют собой комбинации паяльника и соответственно ацетиленокислородной или бензиновой горелки.
При использовании высокотемпературных припоев пайку производят ацетиленокислородными и керосинокислородными горелками, паяльными лампами в стационарных и переносных горнах и в паяльных печах.
Все перечисленные устройства служат для нагрева соединяемых деталей и расплавления припоя.
При пайке применяют различные виды соединений: встык - для изделий, к которым не предъявляют высоких требований по прочности; внахлестку - для изделий повышенной прочности; муфтовое - для высокопрочных и герметичных изделий.
Подогнанные заготовки фиксируют относительно друг друга руками, щипцами, в тисках, проволокой и т. д.
Пайка мягкими припоями делится на кислотную и бескислотную. При кислотной пайке в качества флюса употребляют хлористый цинк или техническую соляную кислоту, при бескислотной пайке - флюсы, не содержащие кислот: канифоль, терпентин, стеарин, паяльную пасту и др. Бескислотной пайкой получают чистый шов; после кислотной пайки не исключена возможность появления коррозии.
Пайка мягкими припоями включает подготовку изделий к пайке, подготовку паяльника, расплавление припоя, охлаждение и очистку шва.
Подготовка изделий к пайке . Прочное соединение может быть получено, если место пайки предварительно очищено от грязи, жиров, продуктов коррозии и окисных пленок, которые мешают растеканию припоя и его проникновению в шов. Поэтому поверхность изделий перед пайкой зачищают, обезжиривают, травят, промывают, сушат и собирают.
Механическую очистку поверхностей соединяемых деталей от окислов, ржавчины и окалины выполняют наждачной бумагой, напильниками, металлическими щетками, шлифовальными кругами, стальной и чугунной дробью.
Химическое обезжиривание в щелочных ваннах - наиболее простой и эффективный способ. Оно заключается в обработке изделий в тонко размолотой венской извести, разведенной водой до кашицеобразного состояния, которую кистью наносят на изделие, а затем тщательно протирают и смывают водой.
Обезжиривание в органических растворителях применяют для удаления толстого слоя масла с изделий со сложными поверхностями, с внутренними полостями и глубокими отверстиями. Для этого применяют ацетон, бензол, скипидар, бензин, метиловый и этиловый спирт и др.
Химическое травление применяют, когда имеющиеся на поверхности изделия пленки окислов и других соединений не удаляются обезжириванием.
Травление осуществляют погружением изделий в растворы кислот: серной, соляной, фосфорной и др.
Очистка с помощью ультразвука резко сокращает процесс очистки деталей от жировых загрязнений. Этот способ применяют, когда другие способы не обеспечивают нужную чистоту поверхности. В ультразвуковых ваннах в качестве очищающей среды используют органические растворители, щелочные растворы, горячую воду, мыльный раствор и др.
Подготовка паяльника заключается в заправке его рабочей части под углом 30–40° и очищении от следов окалины. Затем обушок паяльника нагревают, следя, чтобы его рабочая часть находилась в некоптящей зоне пламени. Нагрев осуществляют до определенных температур: до 250–300 °C при пайке мелких деталей и до температуры 340–400 °C при пайке крупных. Перегрев паяльника выше 500 °C повышает образование окалины и затрудняет лужение наконечника, а при недостаточном нагреве припой на спаиваемых поверхностях быстро остывает и превращается в кашеобразную массу. Такая пайка очень непрочна.
Признак перегрева - появление зеленоватого пламени и быстрое сгорание канифоли с выделением дыма вместо ее плавления. О нормальном нагреве паяльника судят по легкому покраснению обушка. При перегреве его снимают с огня, дают немного остыть, зажимают в тисках и опиливают дочиста с обеих сторон плоским напильником рабочий конец, снимают с ребер заусенцы (рис. 12.5., а). При длительной пайке рабочую часть паяльника периодически очищают от окалины стальной щеткой и напильником.
Нагретый паяльник (рис. 12.5, б) быстро снимают с огня, очищают от окалины погружением в хлористый цинк (рис. 12.5, в), затем набирают с прутка 1–2 капли припоя (рис. 12.5, г) и двигают паяльником по куску нашатыря (рис. 12.5, д), пока конец паяльника не покроется ровным слоем припоя. Затем протравливают места пайки (рис. 12.5, е).
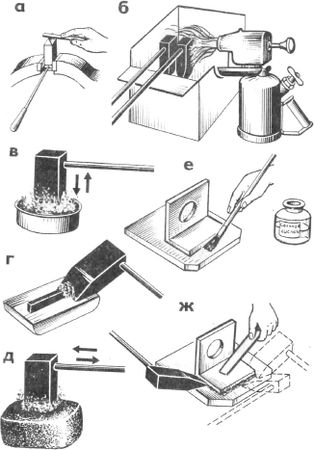
Рис. 12.5. Пайка мягкими припоями:
а - заправка паяльника, б - нагрев обушка, в - очистка от окалины хлористым цинком, г - захват расплавленного припоя, д - обслуживание на кусковом нашатыре, е - протравливание места паяния (нанесение флюса), ж - нанесение припоя (заполнение зазора)
Паяльник накладывают на место спая (рис. 12.5, ж), немного придерживая его на одном месте для прогрева детали, затем медленно и равномерно перемещают. При этом расплавленный припой стекает с паяльника и заполняет зазоры шва (0,05–0,15 мм).
Для предохранения от нагрева участки детали, соседние со швом, покрывают мокрыми тряпками или погружают в воду. После охлаждения паяный шов очищают, промывают и протирают сухой ветошью.
Пайку твердыми припоями применяют для получения прочных и термостойких швов. При пайке соблюдают следующие основные правила:
● как и при пайке мягкими припоями, поверхности подгоняют друг к другу припиливанием, механическим или химическим способом очищают от грязи, окислов и жиров;
● детали в месте спая покрывают флюсом (рис. 12.6, б), накладывают кусочки припоя (медные пластинки) и закрепляют мягкой вязальной проволокой (рис. 12.6, г);
● подготовленные детали нагревают паяльной лампой (рис. 12.6, д) в кузнечном горне или электропечи;
● когда припой расплавится, детали снимают с огня и держат в таком положении, чтобы припой не стекал со шва;
● затем детали медленно охлаждают.
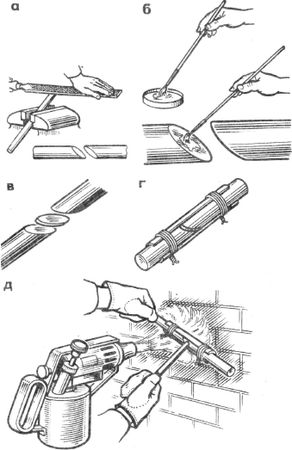
Рис. 12.6. Пайка твердыми припоями:
а - подгонка поверхностей деталей; б - смазывание поверхностей деталей флюсом; в - вставка медной пластины; г - фиксирование соединяемых деталей направляющей прокладкой; д - нагрев деталей
Охлаждать детали с напаянной пластинкой в воде нельзя, так как это ослабит прочность соединения. Применяют другой способ пайки: подготовленные детали нагревают и обсыпают бурой, затем опять нагревают и к месту соединения подводят конец медной или латунной проволоки, которая, расплавляясь, заливает место спая. По мере охлаждения спаянные детали промывают в воде, протирают сухими тряпками и просушивают; шов зачищают наждачной бумагой или опиливают напильником.
Флюс, оставшийся после пайки, также можно удалить непродолжительным кипячением в растворе, содержащем 10 % каустической соды, 5 % машинного масла и 85 % воды.
Лужение - это покрытие поверхности металлических изделий полудой - тонким слоем сплава (олова со свинцом и др.). Лужение, как правило, применяют при подготовке деталей к пайке, для предохранения изделий от коррозии, окисления, а также как подготовительную операцию при заливке подшипников баббитом.
Сплавами из олова со свинцом и цинком лудят металлические изделия в целях предохранения от ржавчины. Красивую белую и блестящую полуду для лужения художественных изделий получают из сплавов олова (90 %) с висмутом (10 %).
Процесс лужения состоит из подготовки поверхности, приготовления полуды и ее нанесения на поверхность.
Подготовка поверхности к лужению зависит от требований, предъявляемых к изделиям, и способа нанесения полуды.
Щетками обычно обрабатывают поверхности, покрытые окалиной и сильно загрязненные. Изделия перед лужением промывают чистой водой.
Неровности на изделиях удаляют шлифованием абразивными кругами и шкурками.
Химическое обезжиривание поверхностей изделий осуществляют в водном растворе каустической соды (на 1 л воды - 10 г соды).
Минеральные масла удаляют бензином, керосином и другими растворителями. Медные, латунные и стальные изделия травят в течение 20–23 мин в 20–30 %-ном растворе серной кислоты с подогревом.
Лужение осуществляют двумя способами: погружением в полуду и растиранием.
Лужение погружением (небольших изделий) выполняют в чистой металлической посуде, в которой предварительно расплавляют полуду, насыпая на ее поверхность маленькие кусочки древесного угля для предохранения от окисления. В расплавленную полуду медленно погружают изделия и держат до прогрева, затем вынимают и быстро встряхивают. Излишки полуды снимают, протирая паклей, обсыпанной порошкообразным нашатырем. Затем изделие промывают в воде и сушат в древесных опилках.
Лужение растиранием (больших изделий) выполняют, предварительно нанеся на очищенное место волосяной щеткой или паклей хлористый цинк, а затем равномерно нагревают поверхность изделия до температуры плавления полуды. После лужения охладившееся изделие протирают влажным песком, промывают водой и сушат.
12.3. Сборка клеевых соединений
Клеевое соединение - это неразъемное соединение деталей машин, строительных конструкций и других изделий с помощью клеев.
Клеевые соединения обладают достаточной герметичностью, водомаслостойкостью, высокой стойкостью к вибрационным и ударным нагрузкам. Склеивание во многих случаях может заменить пайку, клепку, сварку, посадку с натягом.
К недостаткам таких соединений относятся незначительная теплостойкость (при температуре выше +90 °C их прочность резко снижается), склонность к ползучести при длительном воздействии больших статических нагрузок, длительные сроки сушки, необходимость нагрева для получения стойких и герметичных соединений, низкая прочность на сдвиг и др.
Надежное соединение деталей малой толщины обычно возможно только склеиванием.
Чаще всего применяют соединения внахлестку и встык с помощью планки, втулки и т. п. (рис. 12.7, а - в).
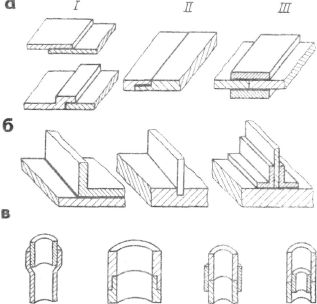
Рис. 12.7. Рекомендуемые конструктивные формы клеевых соединений: а - плоскостные; б - тавровые; в - цилиндрические;
I - нахлесточные соединения, II - врезные (шпунтовые), III - стыковые
Универсальный клей БФ-2 и его разновидности применяют для склеивания металлов, стекла, фарфора, бакелита, текстолита и других материалов, для заделки трещин в неответственных местах чугунных корпусов, упрочнения неподвижных сопряжений, крепления накладок на дисках муфт сцепления и др. Механическая прочность клея сохраняется при нагреве до температуры не более 80 °C.
Клей БФ-2 бензо- и маслостоек, хороший диэлектрик, защищает склеенные поверхности от коррозии, но огнеопасен; его хранят в закупоренной посуде, не допуская попадания воды.
Тонкий слой клея БФ-2 наносят на подготовленные поверхности соединяемых деталей, подсушивают до отлипания при температуре 20–60 °C в течение 50–60 мин. Далее наносят второй слой клея, вновь подсушивают, затем - третий слой, после этого соединяют склеиваемые детали и сушат при температуре 140–150 °C в течение 30–60 мин при давлении 1–2 МПа.
Клеи БФ-4 и БФ-6 применяют для получения эластичного шва на деталях из тканей, резины, фетра. Они имеют небольшую механическую прочность по сравнению с другими клеями.
Клеем ВС-10Т склеивают детали, длительное время работающие при температуре до 300 °C. Он обладает высокой механической прочностью и стойкостью. Такое клеевое соединение не подвержено действию керосина, смазочных масел и воды.
Использование эпоксидных клеев, затвердевающих при температуре 18–20 °C, устраняет необходимость тепловой обработки склеиваемых деталей. Для приготовления клеевых составов в эпоксидные смолы (ЭД-5; ЭД-6; ЭД-40) добавляют отвердитель - полиэтиленполиамин (примерно 10 масс.ч. на 100 масс.ч. эпоксидной смолы), дибутилфталат (10–15 масс.ч. на 100 масс.ч. эпоксидной смолы) и наполнитель, в качестве которого используют алюминиевую или бронзовую пудру, стальной или чугунный порошок, портландцемент, сажу, стекловолокно и т. д. Наполнители увеличивают вязкость эпоксидного состава и повышают прочность клеевого соединения.
Термостойкие клеи применяют для склеивания деталей из различных металлов, которые работают в условиях высоких температур и вибраций. Клей ВК-32-200 используют для склеивания деталей из металлов и неметаллических материалов, работающих непрерывно до 300 ч при 200 °C и до 20 ч при 300 °C. Его наносят в два слоя: первый слой выдерживают 15–20 мин при 20 °C, второй слой - 15–20 мин при 20 °C и 90 мин при 65 °C, после чего соединяют склеиваемые детали.
Технологический процесс клеевого соединения деталей состоит из таких этапов, как:
● подготовка поверхностей к склеиванию: подгонка, очистка от пыли и жира, придание необходимой шероховатости;
● нанесение клея кистью, шпателем, пульверизатором;
● выдержка после нанесения клея (от 5 мин до 30 ч и более);