В отношении качества выпускаемых изделий ведущая роль принадлежит сборочному цеху, который является заключительной стадией технологического процесса изготовления машин.
Технический контроль в сборочных цехах имеет целью установить правильность соединений и взаимодействия деталей и узлов и правильность сборки всей машины. Требования, предъявляемые при контроле, должны находиться в соответствии с техническими условиями, установленными на приемку готовых деталей, узлов и машины в целом.
При общей сборке, как правило, сами детали не контролируются, а проверяются лишь их соединения и взаимное положение отдельных узлов, для чего на сборочных линиях располагаются места для выполнения контрольных операций. Обязательной проверке подлежит сборка всех ответственных соединений. Для операций менее ответственных производится выборочный контроль, заключающийся в том, что проверка некоторых операций производится периодически.
При контроле сборки отдельных соединений и узлов широко пользуются приспособлениями, которые упрощают выполнение контрольных операций, повышают точность проверки, уменьшают время, необходимое на проверку. После проверки правильности соединений деталей собранные узлы, механизмы, а также целые машины подлежат регулированию и испытанию.
Регулирование имеет целью установить надлежащее взаимодействие частей, согласованность работы отдельных механизмов. Отрегулированные узлы, механизмы и машины подвергаются испытанию в целях определения правильности их работы. Испытание делится на две стадии - механическое испытание (обкатка) и испытание под нагрузкой.
Механическое испытание (обкатка) производится для проверки правильности взаимодействия движущихся частей и приработки трущихся поверхностей деталей. Узлы устанавливаются в соответствующие приспособления для испытания, механизмы (агрегаты) и машины - на испытательные стенды и приводятся в движение электродвигателями. Вначале дается небольшая скорость вращения. Постепенно увеличивая скорость вращения до полного числа оборотов (ходов), продолжают испытание до тех пор, пока не убедятся, что все части механизма или машины работают надлежащим образом. При этом ведут наблюдения за состоянием трущихся поверхностей (подшипников, втулок, направляющих, зубчатых зацеплений и т. п.), согласованностью действий частей и механизмов, характером шума. После обкатки механизм (агрегат) или машина передаются на испытание под нагрузкой.
Испытание под нагрузкой производится в соответствии с техническими условиями. Если испытывается станок (или другая машина), то при испытании производится работа на том режиме и в тех условиях, которые соответствуют эксплуатационным. Испытание производится на полную мощность в течение определенного времени, установленного техническими условиями.
Если машина представляет собой тепловой (двигатель внутреннего сгорания, турбину), водяной или электрический двигатель, то испытание производится с применением соответствующего вида энергии (газообразного или жидкого топлива, пара, воды, электричества). При испытании постепенно увеличивают число оборотов и соответствующую нагрузку. В течение установленного техническими условиями периода двигатель должен развить определенную мощность и работать с этой мощностью при надлежащем числе оборотов.
При испытании измеряют число оборотов, определяют развиваемую машиной мощность, расход топлива или другого вида энергии, расход масла, давление в масляной системе, температуру охлаждающей воды и масла и т. д.; при испытании ведется наблюдение за работой отдельных механизмов машин, при этом она прослушивается для выявления шума или стука. Записи всех наблюдений, сделанных во время испытания, вносятся в журнал испытаний, и на основе их делается заключение о качестве выпускаемой машины.
В случае обнаружения во время испытаний каких-либо дефектов последние устраняются или непосредственно на стенде, или же в случае необходимости крупных исправлений передают машину на специальный ремонтный стенд.
После устранения неполадок машина возвращается на повторное испытание.
Отрегулированная и проверенная машина сдается отделу технического контроля (ОТК), а затем поступает на отделочные операции.
Отделка машины , предохраняющая ее поверхность от коррозии и придающая машине красивый внешний вид, чаще всего состоит в окраске. Подготовка к окраске состоит в очистке поверхностей от налета коррозии и окалины, а также от масла и грязи.
После очистки поверхности подвергаются грунтовке и шпаклевке, а в некоторых случаях шлифовке при помощи шлифовально-полировальных станков, которые в ряде случаев могут также производить очистку поверхности. Способ окраски выбирается в зависимости от размера выпуска изделий, требований, предъявляемых к качеству окраски, и характера изделий. Применяют окраску вручную, пульверизацией (распылением) и погружением изделия в ванну.
Ручная окраска применяется при незначительном выпуске изделий, а также для изделий сложной формы. Окраска пульверизацией широко применяется и дает хорошее покрытие при высокой производительности. Пульверизация производится с помощью ручных пульверизаторов или в специальных распылительных камерах.
Широко также применяется способ окраски погружением изделия в ванну с краской. Этот способ чаще всего применяется при большом выпуске несложных изделий, форма и размер которых позволяют погружать их в ванну. Окрашенные изделия подвергаются сушке.
Естественная сушка выполняется лишь при небольшом выпуске изделий. Чаще применяется искусственная сушка в специальных сушильных камерах, обогреваемых паром или сухим воздухом. Широко используются камеры с рефлекторным обогревом при помощи специальных электрических ламп. Такие установки сильно сокращают длительность процесса и улучшают качество покрытия.
При поточной сборке окраска и сушка обычно включаются в поток, при этом конвейер проходит через окрасочные камеры или ванны и через сушильные камеры.
Готовые изделия в случае длительного хранения подвергаются консервации для предохранения от коррозии. Консервация состоит в покрытии специальной смазкой всех неокрашенных мест.
Упаковка изделия и его частей производится для предохранения изделий от механических повреждений и атмосферных воздействий. Обычно упаковка производится в деревянные ящики, обитые внутри водонепроницаемой бумагой.
Изделия большого габарита отправляются к месту назначения в разобранном виде.
Монтаж машин на месте постоянной работы осуществляется в соответствии с установленными требованиями (такими как монтажная разметка под фундамент, кладка фундамента, установка машины).
После установки, выверки и закрепления машины обычно производится регулировка. Обязательно регулируются, например, стационарные двигатели. Для таких крупных и сложных машин, как гидравлические турбины, блюминги, прокатные станы, испытания производятся на месте их монтажа, а не на заводе-изготовителе.
Контрольные вопросы
1. Назовите стадии сборочного процесса.
2. Как подразделяют соединения деталей в зависимости от степени свободы их относительного перемещения?
3. Охарактеризуйте стационарную форму сборки.
4. Опишите подвижную форму сборки.
5. Назовите характерные черты поточных методов сборки.
6. В чем состоит различие между методом полной взаимозаменяемости и методом неполной взаимозаменяемости сборки?
7. Как выполняют регулировку соединений деталей с помощью компенсаторов?
8. Перечислите техническую документацию на сборку.
9. В чем состоит сущность технического контроля сборки?
10. Чем отличается механическое испытание машины от испытания под нагрузкой?
Глава 12 Сборка неразъемных соединений
12.1. Сборка соединений клепкой
Клепка - это процесс соединения двух или нескольких деталей с помощью заклепок.
Заклепочные соединения относятся к группе неразъемных соединений, так как разъединить склепанные детали можно только путем разрушения заклепки.
Соединения деталей клепкой широко применяют при изготовлении металлических конструкций мостов, ферм, рам, балок, а также в котлостроении, самолето- и судостроении и др.
Процесс клепки состоит из следующих основных операций:
● образование отверстия в соединяемых деталях сверлением или пробивкой;
● зенкование гнезда под закладную головку заклепки;
● вставка заклепки в отверстие;
● образование замыкающей головки заклепки.
Клепку подразделяют на холодную (без нагрева заклепок) и горячую (перед постановкой на место стержень заклепки нагревают до 1000–1100 °C).
Практикой выработаны следующие рекомендации по применению холодной и горячей клепки в зависимости от диаметра заклепок:
● до d = 8 мм - только холодная клепка;
● при d = 8–21 мм - смешанная, т. е. как горячая, так и холодная;
● при d > 21 мм - только горячая.
При выполнении слесарных работ обычно применяют холодную клепку (например, в самолетостроении).
Горячую клепку выполняют обычно в специализированных цехах.
При горячей клепке стержень заклепки лучше заполняет отверстие в склепываемых деталях, и при охлаждении заклепка лучше стягивает их.
Заклепка - это цилиндрический металлический стержень с головкой определенной формы. Головка заклепки, изготовленная вместе со стержнем, называется закладной, а образующаяся во время клепки из части стержня, выступающего над поверхностью склепываемых деталей, - замыкающей.
Образование замыкающей головки может происходить при быстром (ударной клепке) и медленном (прессовой клепке) действии сил.
По форме головок различают следующие заклепки: с полукруглой высокой головкой (рис. 12.1, а); с полукруглой низкой головкой (рис. 12.1, б); с плоской головкой (рис. 12.1, в); с потайной головкой (рис. 12.1, г) и с полупотайной головкой (рис. 12.1, д); взрывные двухкамерные (рис. 12.1, е).
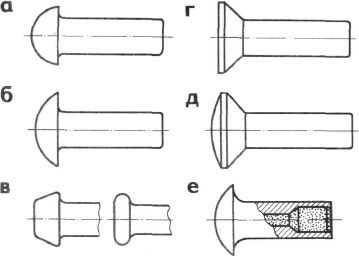
Рис. 12.1. Виды заклепок: а - с полукруглой высокой головкой; б - с полукруглой низкой головкой; в - с плоской головкой; г - с потайной головкой; д - с полупотайной головкой; е - взрывная двухкамерная
Заклепки изготавливают из материалов, обладающих хорошей пластичностью: сталей Ст2; Ст3; 10; 15, меди МЗ; МТ, латуни Л63, алюминиевых сплавов АМг5П; Д18; АД1, для ответственных соединений - из легированной стали 9Г2; Х189Т.
Заклепки, как правило, должны быть из того же материала, что и соединяемые детали; в противном случае возможно появление коррозии и разрушение места соединения.
Заклепки взрывные имеют в конце стержня углубление (камеру), заполненное взрывчатым веществом, которое защищено от проникновения атмосферной влаги слоем лака. Взрывные заклепки изготавливают диаметром 3,5; 4; 5 и 6 мм из проволоки марки Д18П. Длина стержня взрывных заклепок - от 6 до 20 мм, толщина склепываемого пакета - от 1,6 до 15 мм.
Клепку взрывными заклепками осуществляют в тех случаях, когда нет доступа сделать замыкающую головку. Такие заклепки в свободном конце стержня имеют камеру, заполненную взрывчатым веществом. Взрывную заклепку вставляют в отверстие и легким ударом молотка осаживают. Затем на закладную головку накладывают наконечник электрического нагревателя. В течение 2–3 сек. заклепка нагревается, и при температуре 130–160 °C заряд взрывается, при этом конец стержня сильно расширяется и образует замыкающую головку.
Место соединения деталей заклепками называют заклепочным швом (рис. 12.2).
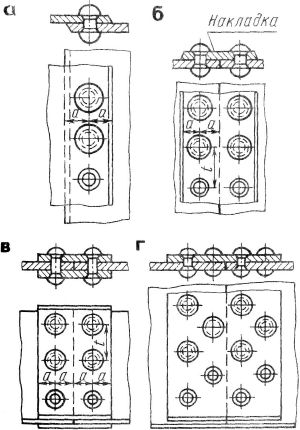
Рис. 12.2. Заклепочные швы:
а - однорядные в нахлесточном соединении; б - однорядные в стыковом соединении; в - однорядные в стыковом соединении с одной накладкой; г - двухрядные с шахматным расположением заклепок в стыковом соединении с одной накладкой
В зависимости от характеристики и назначения заклепочного соединения различают прочные, плотные и прочноплотные заклепочные швы.
Прочный шов , состоящий из нескольких рядов заклепок, применяют для получения соединений повышенной прочности (таких как балки, колонны, мосты и другие металлические конструкции).
Плотный шов применяют для получения герметичной конструкции, рассчитанной на небольшие нагрузки, и выполняют холодной клепкой. Для достижения необходимой герметичности шва используют различные прокладки (из бумаги, ткани, пропитанные олифой или суриком) или подчеканку шва. Плотные швы применяют при изготовлении резервуаров, не подвергающихся высокому давлению (например, открытых баков для жидкости).
Прочноплотный шов применяют для получения прочного и непроницаемого для пара, газа, воды и других жидкостей соединения (например, при изготовлении паровых котлов и различных резервуаров, работающих под высоким внутренним давлением).
Прочноплотные швы выполняют горячей клепкой (с помощью клепальных машин) с последующей подчеканкой головок заклепок и кромок листов.
Заклепочные швы подразделяют на одно-, двух- и многорядные, параллельные и шахматные.
Различают клепку ручную, механизированную, при которой применяют пневматические клепальные молотки, и машинную, выполняемую на прессах одинарной и групповой клепки.
При ручной клепке применяют слесарные молотки с квадратным бойком, поддержки, обжимки, натяжки и чеканки.
Массу молотка выбирают в зависимости от диаметра заклепки. Например, для заклепки диаметром 2 мм применяют молоток массой 100 г, а для заклепки диаметром 5 мм - массой 400 г.
Поддержки служат опорой при расклепывании стержня заклепок. Форма и размеры поддержек зависят от конструкции склепываемых деталей и диаметра стержня заклепки, а также от выбранного метода клепки (прямого или обратного). Масса поддержки должна быть в 3–5 раз больше массы молотка.
Обжимки служат для придания замыкающей головке заклепки после осадки требуемой формы. На одном конце обжимки имеется углубление по форме головки заклепки.
Натяжку - бородок с отверстием на конце - используют для осаживания листов.
Чеканку - слесарное зубило с плоской рабочей поверхностью - применяют для создания герметичного заклепочного шва обжатием (подчеканкой) замыкающей головки и края листа.
Независимо от применяемых инструментов и приспособлений склепываемые детали располагают таким образом, чтобы закладные головки заклепок находились сверху. Такое расположение деталей позволяет предварительно устанавливать заклепки.
Необходимое число, диаметр и длину заклепок определяют расчетным путем. Длину стержня заклепки выбирают в зависимости от толщины склепываемых листов (пакета) и формы замыкающей головки.
Длина стержня заклепки для образования замыкающей потайной головки равна толщине склепываемых листов плюс 0,8–1,2 диаметра заклепки, а для полукруглой головки - плюс 1,2–1,5 диаметра (рис. 12.3).
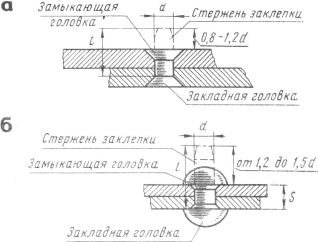
Рис. 12.3. Элементы заклепки:
а - с потайной головкой; б - с полукруглой головкой
По расчетному значению длины стержня заклепки подбирают ближайшее большее значение из предусмотренных стандартами.
Расстояние от центра заклепки до края склепываемых деталей должно составлять 1,5 диаметра заклепки.
В зависимости от диаметра заклепки отверстия в склепываемых листах (пакетах) сверлят или пробивают. Диаметр отверстия должен быть больше диаметра заклепки на 0,1–0,2 мм.
Различают два вида клепки: с двусторонним подходом, когда имеется свободный доступ как к замыкающей, так и к закладной головке, и с односторонним подходом, когда доступ к замыкающей головке невозможен. В связи с этим различают два метода клепки: открытый, или прямой, и закрытый, или обратный.
При прямом методе клепки удары молотком наносят по стержню со стороны вновь образуемой, т. е. замыкающей головки. Клепка начинается со сверления отверстия под заклепку (рис. 12.4, а). Затем в отверстие вводят снизу стержень заклепки и под закладную головку ставят массивную поддержку 2 (рис. 12.4, б). Склепываемые листы осаживают (уплотняют) с помощью натяжки 1, устанавливая ее так, чтобы выступающий конец стержня вошел в ее отверстие. Ударом молотка по вершине натяжки осаживают листы, устраняя зазор между ними.