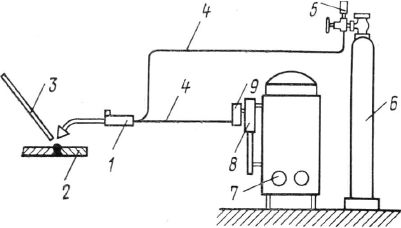
Рис. 21.7. Схема газовой сварочной установки:
1 - горелка; 2 - деталь; 3 - присадочный материал; 4 - шланг; 5 - редуктор; 6 - баллон с кислородом; 7 - ацетиленовый генератор; 8 - очиститель; 9 - водный затвор
В зависимости от соотношения количества кислорода и ацетилена пламя может быть нейтральное (отношение объема ацетилена и кислорода 1: 1,25), восстановительное (с избытком ацетилена) и окислительное (при избытке кислорода).
Газовую сварку стальных деталей следует вести строго нейтральным пламенем, обеспечивающим наиболее прочный шов. Сварку деталей из чугуна, алюминия производят пламенем с небольшим избытком ацетилена. Резка металла выполняется окислительным пламенем.
Сварочную горелку выбирают таким образом, чтобы обеспечивалась мощность пламени из расчета расхода 100–120 л/ч ацетилена на 1 мм толщины металла. При ремонте деталей часто используют горелку С-53 с комплектом наконечников. Наконечники выбираются в соответствии с толщиной свариваемых деталей.
В качестве присадочного материала при сварке стальных деталей и из сплавов цветных металлов применяются прутки (стержни) того же химического состава, что и основной металл; при сварке чугунных деталей - специальные чугунные прутки марок А и Б или выбракованные поршневые кольца, предварительно прокаленные.
Для защиты расплавленного металла от окисления применяют флюсы различных марок. После сварки шов следует зачистить до полного удаления остатков флюса.
При сварке чугуна вследствие большого содержания углерода после охлаждения шва происходит его отбеливание, повышается хрупкость, и образуются значительные внутренние напряжения, вызывающие образование повторных трещин.
Для уменьшения отрицательного воздействия высоких температур плавления сварку чугунных деталей рекомендуется вести в горячем состоянии при температуре 600–650 °C. Горячая сварка дает возможность получить прочный и плотный шов и применяется в основном для заварки трещин сложной формы (это картеры редукторов, головки и блоки цилиндров и др.).
При электродуговой сварке и наплавке стальных деталей расплавление металла свариваемых (наплавляемых) деталей, а при сварке плавящимся электродом присадочного материала осуществляется постоянным или переменным током.
При сварке постоянным током получается более устойчивая дуга, а следовательно, и более качественный шов. При этом можно регулировать распределение тепла (на положительном полюсе выделяется 43 % тепла, на отрицательном - 36 %), что позволяет, применяя обратную полярность ("минус" на деталь), сваривать тонкостенные детали, уменьшать выгорание легирующих компонентов и употреблять электроды с фтористо-кальциевым покрытием.
Малоуглеродистые и низколегированные стали, содержащие углерод до 0,3 %, свариваются хорошо; сварка их ведется без предварительного нагрева. Углеродистые и легированные стали относятся к удовлетворительно сваривающимся. Перед сваркой детали желательно нагревать до температуры 150–300 °C, а после сварки - подвергать высокому отпуску.
При ремонте деталей применяются плавящиеся электроды с качественным покрытием толщиной 0,5–1,5 мм. В состав покрытия входят компоненты, стабилизирующие дугу (мел, поташ), создающие шлаковую и газовую защиту расплавленного металла от воздействия кислорода и азота и предохраняющие сварной шов от быстрого охлаждения.
Широкое применение при ремонте деталей получили фтористо-кальциевые покрытия, в состав которых входят мрамор и плавиковый шпат. Эти покрытия используются для изготовления электродов марок УОНИ-13/45, УОНИ-13/55 и др. Применение электродов с фтористо-кальциевым покрытием позволяет получить сварной шов без трещин, высокой прочности и с хорошим сопротивлением ударным нагрузкам.
Стержни плавящихся электродов изготовляют из углеродистых или легированных сварочных проволок (Св-08, Св-08А, Св-10Г2, Св-08Г2С и др.) диаметром от 2 до 6 мм.
Марки электродов выбирают в соответствии с химическим составом восстанавливаемой детали и требованиями к прочности сварного шва или износостойкости наплавленного металла. Так, для сварки металлоконструкций грузоподъемных машин самое широкое применение имеют электроды УОНИ-13/45, ОМА-2, СМ-11, а для наплавки - электроды ОЗН-250, ОЗН-300, ЦН-250. Высокую твердость и износостойкость наплавленного слоя можно получить с помощью электродов Т-590, Т-620.
Качество сварки и наплавки находится в зависимости от качества подготовки деталей к сварке (наплавке) и от режима сварки. Подготовка деталей к сварке заключается в разделке фасок стыкуемых деталей, трещин, тщательной очистке деталей до металлического блеска в зоне сварки.
Перед наплавкой изношенные поверхности деталей очищают металлическим песком или щеткой, остатки нефтепродуктов удаляют (детали нагревают до температуры 250–300 °C). Если детали уже подвергались наплавке, то перед новой наплавкой ранее наплавленный слой металла должен быть удален.
Аналогично этому при незначительных износах (до 1,0 мм) с поверхности деталей, подлежащих наплавке, удаляют слой металла толщиной 0,5–1,0 мм, что обеспечивает образование однородной и качественной структуры наплавленного металла.
Диаметр электрода при сварке устанавливается по толщине свариваемого металла, а при наплавке - соответственно по толщине наплавляемого слоя металла.
Величина сварочного тока определяется главным образом диаметром электрода и находится в пределах от 20 до 450 А. Величину сварочного тока следует назначать таким образом, чтобы при максимальной производительности процесса электрод не подвергался перегреву, вызывающему растрескивание покрытия и нарушение нормального процесса сварки.
Скорость сварки выбирают такую, при которой можно получить наплавленный металл заданного поперечного сечения.
Род и полярность тока зависят от толщины и марки металла, марки электродов. Металлы небольшой толщины, среднеуглеродистые и высоколегированные стали сваривают на постоянном токе обратной полярности.
Длина дуги - расстояние между концом электрода и сварочной ванной находится в пределах от 0,5 до 1,2 диаметра электрода и зависит от марки электрода и пространственного положения шва. При очень короткой дуге шов плохо формируется, а при чрезмерно большой - уменьшается глубина провара, увеличивается разбрызгивание, в некоторых случаях образуются поры.
Сварку и наплавку следует вести так, чтобы не допустить или свести к минимуму искривление деталей. С этой целью швы нужно накладывать в такой последовательности, чтобы деформации от предыдущего шва ликвидировались обратной деформацией следующего шва (рис. 21.8). С этой целью следует применять, где это можно, кондукторы для сборки и сварки деталей в закрепленном состоянии.
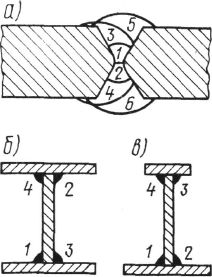
Рис. 21.8. Способы уравновешивания напряжений при сварке: а, б - симметричных сечений; в - несимметричных сечений
Одним из наиболее распространенных способов в ремонтной практике является наплавка под слоем флюса, которая может осуществляться автоматически и полуавтоматически.
При автоматической наплавке механизированы как подача электродной проволоки, так и перемещение дуги вдоль наплавляемой (свариваемой) поверхности; при полуавтоматической - перемещение дуги осуществляется вручную.
Основой установки для автоматической наплавки цилиндрических деталей является переоборудованный токарно-винторезный станок 3 (рис. 21.9).
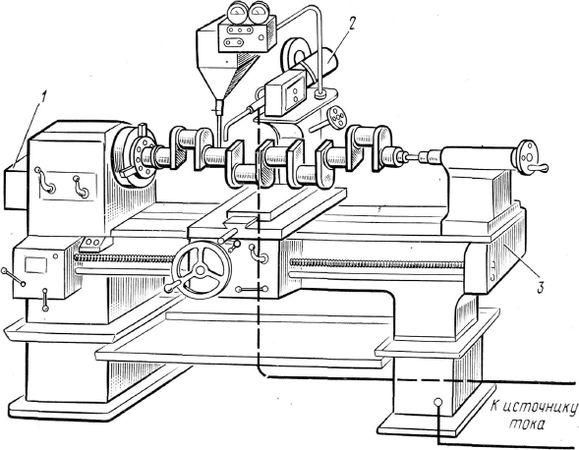
Рис. 21.9. Установка для автоматической наплавки деталей под слоем флюса
Переоборудование станка заключается в установке редуктора 1, понижающего частоту вращения шпинделя до 1,5–5 об/мин. На суппорте станка на диэлектрической прокладке монтируется наплавочная головка 2, состоящая из механизма, подающего проволоку, и бункера с флюсопроводом. Восстанавливаемая деталь закрепляется в патроне или в центрах станка. Ток обратной полярности поступает от сварочного преобразователя или выпрямителя. Перемещение дуги осуществляется включением ходового валика станка, а вращение детали - включением шпинделя.
Наплавка под флюсом широко применяется для восстановления деталей от 40 до 700 мм, имеющих износы более 1 мм на сторону. Восстановление деталей диаметром до 40 мм затруднено из-за стекания металла, осыпаний флюса и возможности прожога деталей. При выключенном шпинделе наплавку можно вести не по винтовой, а по образующей линии. Таким образом наплавляют изношенные впадины шлицов. Наиболее эффективно наплавку под флюсом можно применять при восстановлении шеек валов, полуосей и карданных валов (наплавке шлицевых концов), катков, шкивов, блоков, барабанов и др.
Детали из малоуглеродистых и низколегированных сталей наплавляют электродной проволокой диаметром 1,2–2,4 мм марок Св-08А, Св-08ГА, а детали из легированных сталей - проволоками Св-18ХГСА, Нп-ЗОХГСА и др., придающими шву повышенную износостойкость.
На формирование и качество наплавленного шва влияют величина тока, напряжение дуги, диаметр электродной проволоки, скорость наплавки, величина смещения электрода от зенита детали.
Наплавляемую поверхность и электродную проволоку необходимо перед наплавкой обезжирить, зачистить до металлического блеска, выправить погнутые детали, заварить трещины и удалить наклеп. При необходимости исправляются центровые отверстия.
Цилиндрические поверхности наплавляются по винтовой линии с перекрытием предыдущего валика на 1/2–1/3 его ширины; перед наложением последующего валика с предыдущего валика должна быть удалена корка застывшего шлака.
Эффективным методом повышения долговечности деталей, восстанавливаемых наплавкой под флюсом, является совмещение процессов наплавки с поверхностным упрочнением наплавленного слоя самоцентрирующимися накатными роликами (рис. 21.10).
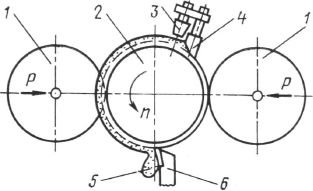
Рис. 21.10. Схема наплавки и накатки роликами шеек коленчатого вала:
1 - накатные ролики; 2 - деталь; 3 - мундштук; 4 - флюсопровод; 5 - шлаковая корка; 6 - резец шлакоудаляющего приспособления
Повышение производительности труда при наплавке под флюсом достигается применением ленточных электродов, порошковой ленты. Так, ленточным электродом наплавляют за один проход слой металла толщиной 2–8 мм и шириной до 120 мм с глубиной проплавления 1 мм. Такой метод наплавки может быть рекомендован при восстановлении барабанов, ходовых катков.
По сравнению с ручной дуговой наплавкой и сваркой наплавка и сварка под флюсом имеют ряд существенных преимуществ, к числу которых относятся высокая производительность труда, экономичность процесса, высокое качество и однородность наплавляемого металла.
К недостаткам этого метода следует отнести возможность наложения шва лишь в нижнем положении, определенные затруднения при наплавке изношенных отверстий, невозможность ведения работ непосредственно на машине (механизме).
Сварка и наплавка в среде защитных газов являются перспективными методами и применяются для сварки деталей толщиной от 0,6 мм и наплавки диаметром до 40–50 мм.
Особенность этого метода заключается в том, что защиту расплавленного металла от вредного воздействия кислорода и азота воздуха осуществляет газ, охлаждающее действие которого и низкое напряжение разрешают вести сварку тонкостенных деталей.
В качестве защитного газа могут применяться инертные (аргон, гелий) и активные газы (водород, азот, углекислый) и их смеси.
Наиболее высокое качество имеют швы, выполненные в среде инертных газов, однако высокая стоимость и дефицитность ограничивают возможность их применения. Обычно при ремонте машин в качестве защитного используется углекислый газ СО2.
Сварка в среде СО2 происходит при повышенном выгорании элементов основного металла (углерода, кремния, марганца). Причиной этого является окисляющее действие кислорода, образующегося при сгорании СО2. Для нейтрализации реакции окисления углерода и устранения пор в шве в сварочную ванну вводят через сварочную проволоку раскислители (кремний, марганец и др.).
При сварке в среде СО2 рекомендуется применять сварочную проволоку с несколько повышенным содержанием кремния, марганца. Сварку углеродистых сталей ведут проволокой диаметром 0,5–2,5 мм марок Св-08Г2С, Св-10ГС, Нп-40 г, а низколегированных сталей - проволокой марки Нп-10ГЗ.
Автоматическая наплавка в защитной среде СО2 применяется для восстановления изношенных поверхностей деталей диаметром 10 мм и выше из углеродистых и низколегированных сталей. Сварка в среде СО2 ведется постоянным током обратной полярности. В качестве источников питания дуги используются сварочные преобразователи, обладающие жесткой характеристикой, необходимой для обеспечения стабильности процесса.
Сварочные швы, выполненные в среде СО2, имеют прочность, близкую к прочности основного металла; твердость наплавленных поверхностей составляет НВ 248–293. При использовании высокохромистой проволоки марки Св-10Х13 твердость наплавленного слоя без термообработки достигает HRC 50–52.
Сварка и наплавка в среде водяного пара получили широкое применение в ремонтных предприятиях. Процесс этот аналогичен процессу сварки в среде углекислого газа.
Функции защиты ванны расплавленного металла от воздействия атмосферы и восстановления металла из окислов, сульфидов в этом случае осуществляет водород, получаемый при распаде пара.
Преимущество этого способа по сравнению с рассмотренными ранее заключается в том, что сварка ведется без защитных средств (флюса, газов), усложняющих и удорожающих процесс.
Для сварки в среде водяного пара применяются шланговые полуавтоматы ПШ-5, предназначенные для сварки под флюсом, только вместо бункера к ним присоединяют шланг, подводящий пар от магистрали под давлением 0,3–0,6 МПа.
Автоматическая вибродуговая наплавка ведется электродом, имеющим продольное колебание, создаваемое электрическим или механическим вибратором в струе жидкости, углекислого газа или в среде воздуха.
Схема установки для вибродуговой наплавки показана на рис. 21.11. Деталь 3 устанавливают в центрах токарно-винторезного станка. Электродная проволока из кассеты подается в зону сварки подающим механизмом 5 через мундштук 4 под углом β к оси детали. С помощью вибратора 6 электроду придаются продольные колебания (90–100 кол/с), вызывающие периодическое замыкание и размыкание электрода с деталью, в процессе которых расплавляющийся конец электрода в виде капли металла переходит в сварочную ванну на детали.