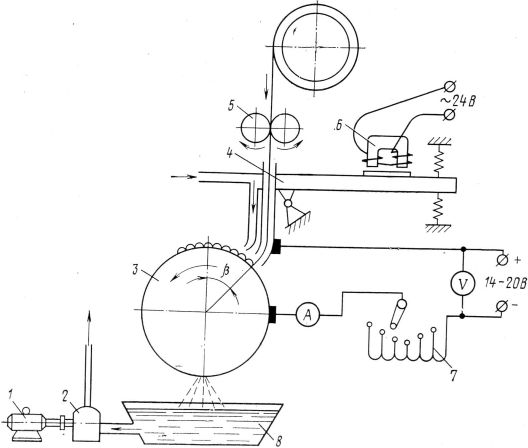
Рис. 21.11. Схема установки для вибродуговой наплавки
Наплавку ведут постоянным током (напряжение 14–20 В, плотность тока 60–80 А/кв. мм) обратной полярности с включением в цепь регулируемого индуктивного сопротивления 7, назначением которого является стабилизация процесса и повышение его КПД.
Охлаждающая жидкость, подаваемая в зону наплавки электродвигателем 1 и насосом 2, интенсивно охлаждает и одновременно закаляет наплавленный слой металла. Отработанная жидкость собирается в резервуар 8.
Используемый для наплавки токарно-винторезный станок должен быть оборудован редуктором для понижения частоты вращения шпинделя в пределах 0,5–10 об/мин.
Для автоматической вибродуговой наплавки промышленностью выпускается несколько типов головок. Наибольшее применение получили головки УАНЖ-5, УАНЖ-6, ВГ-3, КУМА-5м.
Наплавку стальных деталей ведут электродной проволокой марок Нп-30, Нп-40, Нп-65Г, Нп-ЗОХГСА диаметром 1,4–2,2 мм. Для наплавки деталей из чугуна применяют проволоку Св-0,8, Св-10ГА.
Вибрацию электрода устанавливают в пределах 0,75–1,0 его диаметра, а угол наклона β = 35–45°.
В качестве охлаждающей жидкости применяется 3–6 %-ный водный раствор кальцинированной соды. Оптимальные результаты получены при подаче жидкости (0,5 л/мин) в зону, отстоящую на 2–3 шага наплавки от дуги.
Особенности этого процесса заключаются в мелкокапельном переходе металла с электрода на деталь, образовании минимально возможной сварочной ванны и получении при этом прочного сплавления электродного металла с основным. Небольшой нагрев детали (70–90 °C) и незначительная глубина зоны термического влияния исключают деформацию детали в процессе наплавки. Наплавленный слой металла обладает высокой износостойкостью и твердостью (HRC 35–55).
Однако вибродуговая наплавка не дает хорошего перемешивания присадочного металла с основным, наплавленный слой неоднороден по твердости и структуре. Охлаждение наплавленного металла жидкостью создает в последнем термические напряжения, образующие трещины. Предел выносливости восстановленных рассматриваемым способом деталей существенно снижается.
Предел выносливости наплавленного металла может быть повышен поверхностным наклепом, а также наплавкой без охлаждения жидкостью. Такой способ применяется при восстановлении деталей, имеющих твердость НВ 170–350.
Вибродуговая наплавка с охлаждением жидкостью применяется для восстановления цилиндрических поверхностей деталей (опорных шеек распределительных валов, шипов крестовин дифференциала и др.) при износах до 2 мм на сторону, склонных к короблению при наплавке другими способами.
Электродуговая сварка деталей из серого чугуна ведется с предварительным общим нагревом или без нагрева. Процесс нагрева деталей в этом случае аналогичен нагреву при газовой сварке. Сварка ведется в горизонтальном положении постоянным током обратной полярности с применением чугунных электродов с обмазкой. В состав обмазки входят графит, мел (по 50 %) и жидкое стекло.
После сварки детали подвергаются отжигу (это нагрев до температуры 600–650 °C с постепенным охлаждением). Таким способом можно восстанавливать блоки и головки цилиндров, картеры редукторов и другие детали.
Если наплавленный шов не требует механической обработки, для заварки резьбовых отверстий, небольших трещин применяют электроды из проволоки Св-08 с обмазкой УОНИ. Этими электродами можно получить шов, поддающийся механической обработке и обладающий сравнительно высокой прочностью и плотностью. Такой метод используется при ремонте блоков, картеров, корпусов и других деталей.
Электродуговую сварку чугуна без нагрева ведут прерывистыми участками длиной не более 50 мм с промежуточным охлаждением до 50–60 °C.
Охватываемые поверхности чугунных деталей восстанавливают наплавкой под флюсом с помощью металлической оболочки из малоуглеродистой стали толщиной 0,8–0,9 мм. Этой оболочкой обвертывают наплавляемую поверхность.
Расплавляемая оболочка из стали препятствует прямому воздействию дуги на чугун, уменьшает глубину проплавления детали, снижает температуру расплавленного чугуна.
Наплавленный таким способом слой металла не имеет пор, раковин, трещин; износостойкость его не уступает износостойкости новых деталей, а предел выносливости снижается значительно меньше, чем при других способах наплавки.
Обхватывающие поверхности базисных деталей из серого ковкого чугуна при износе до 0,3–0,4 мм на сторону восстанавливают микронаплавкой вращающимся пучком электродов.
Сварка деталей из алюминиевых сплавов в ремонтных предприятиях осуществляется с помощью электрической дуги или пламенем газовой горелки. Лучшие результаты могут быть получены электродуговой сваркой в защитной среде аргона неплавящимся вольфрамовым электродом (аргонодуговой сваркой).
Сварка может производиться с присадочным материалом и без него, за счет расплавления кромок основного металла.
В качестве присадочного материала применяются стержни того же состава, что и основной металл, или специальные, в состав которых входят 92–95 % алюминия и 8–5 % кремния.
Электросварку алюминиевых сплавов можно выполнять плавящимся электродом. В этом случае необходимо применять электроды, в покрытия которых должны входить флюсы, растворяющие тугоплавкие окислы.
Электросварку алюминия предпочтительно вести постоянным током обратной полярности (напряжение 20–24 В, плотность тока 30–35 А/кв. мм).
Сварка деталей плавящимся электродом выполняется с предварительным подогревом до 170–190 °C, а детали сложной формы после сварки подвергают отжигу при температуре 300–350 °C с медленным охлаждением.
21.6. Восстановление деталей гальваническими покрытиями
Гальванические покрытия - эффективный метод восстановления деталей и повышения их износостойкости, заключающийся в электролитическом осаждении металла на изношенную поверхность.
Основой электролитического покрытия является электролиз - процесс выделения на электродах вещества при прохождении электрического тока через электролит.
При ремонте деталей наибольшее распространение получили хромирование и осталивание.
Хромирование применяют для восстановления деталей с небольшими износами (до 0,3–0,35 мм на сторону), поверхность которых должна обладать высокой твердостью, износостойкостью, а также термостойкостью. Хромовые покрытия могут быть износостойкими (твердыми) и защитно-декоративными.
Твердые покрытия подразделяются на гладкие и пористые.
Гладкие хромовые покрытия имеют низкую смачиваемость поверхности деталей, что снижает их износостойкость, и поэтому применяются только для восстановления деталей с неподвижными посадками.
Поверхности деталей с пористым хромом хорошо удерживают масляную пленку и даже при ограниченной смазке обладают высокой износостойкостью. Пористое хромирование применяется для восстановления поверхностей с подвижными посадками, работающих при высоких нагрузках (это гильзы цилиндров, поршневые кольца и др.).
Хромированием также восстанавливают плунжерные пары, шейки валов, золотники, штоки и другие детали.
Для восстановления деталей рекомендуется электролит, в состав которого входят хромовый ангидрид (230–260 г/л) и серная кислота (2,3–2,6 г/да) при режиме: плотность тока 30–45 А/кв. дм, напряжение 6–10 В, температура электролита 50–55 °C.
Следует учесть, что в зависимости от температуры электролита и плотности тока при одном и том же составе электролита могут быть получены различные по физико-механическим свойствам осадки хрома (молочные, блестящие и матовые).
Молочные осадки обладают высокой вязкостью и износостойкостью. Матовые осадки отличаются высокой твердостью, хрупкостью и низкой износостойкостью. Блестящие осадки имеют высокую твердость, повышенную износостойкость, пористость и хрупкость.
Для восстановления деталей, воспринимающих большие знакопеременные нагрузки, применяется молочный осадок хрома, для восстановления других деталей - блестящий осадок. Матовый осадок применяется лишь в качестве антикоррозионного или декоративного покрытия.
В качестве анода при хромировании применяется нерастворимый в электролите сплав из свинца (90–95 %) и сурьмы (5–10 %). Площадь анодов должна быть в 1,5–2 раза больше площади катодов. Для получения равномерного осаждения хрома форма анодов должна соответствовать форме детали.
Хромирование производится в специальных ваннах емкостью 600–800 л (рис. 21.12). Внутреннюю поверхность ванны облицовывают кислотостойким материалом. Для удаления вредных испарений ванну оборудуют бортовыми отсосами. Подогрев воды осуществляется электронагревательными элементами или паровыми змеевиками.
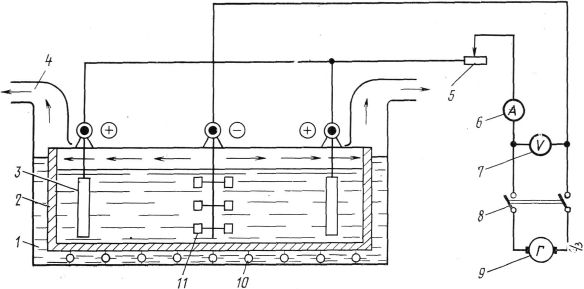
Рис. 21.12. Схема установки для электролитического осаждения металла:
1 - кожух; 2 - ванна; 3 - анод; 4 - вытяжная вентиляция; 5 - реостат; 6 - амперметр; 7 - вольтметр; 5 - выключатель; 9 - генератор; 10 - подогреватель; 11 - катод
В качестве источников питания применяют низковольтные (6–12 В) генераторы, дающие постоянный ток 500–1500 А. Применяются также селеновые и германиевые выпрямители.
Технологический процесс гальванического покрытия состоит из трех этапов: подготовки детали к нанесению покрытия, хромирования и обработки после нанесения покрытия - и включает в себя механическую обработку (для придания поверхности правильной геометрической формы и получения требуемого класса шероховатости), изоляцию мест, не подлежащих покрытию, монтаж детали на подвеску, электролитическое обезжиривание, промывку в проточной воде, нанесение покрытия, промывку, демонтаж детали с подвески, удаление изоляции, сушку и др.
Для получения пористого хромирования после нанесения покрытия деталь подвергается анодной обработке.
Несмотря на ряд преимуществ, достигаемых при восстановлении деталей хромированием, последнее имеет ограниченное применение при ремонте деталей вследствие низкой производительности, низкого выхода металла по току (10–12 %), дефицитности применяемых материалов, больших затрат.
Осталивание (железнение) по сравнению с хромированием отличается высокой производительностью, экономичностью и является перспективным способом восстановления деталей. Осталивание характеризуется такими данным, как: значительная толщина осаживаемого слоя металла (до 3 мм), скорость осаждения металла при плотности тока 10–50 А/кв. дм в пределах 0,4–0,5 мм/ч, что в 15–20 раз превышает скорость осаждения хрома, выход по току в 7–8 раз выше, чем при хромировании, микротвердость покрытия (достигает НВ 150–400), высокая прочность сцепления на отрыв со сталью и чугуном, что обеспечивает надежную работу детали при высоких нагрузках. Для приготовления электролита используются недорогие материалы.
Осталиванием восстанавливают шейки валов агрегатов трансмиссий, валиков приводов насосов, ручьи блоков и барабанов, катки тельферов, ходовые колеса, тормозные барабаны и другие детали. Используя мягкие покрытия НВ 200, можно наращивать внутренние или наружные поверхности бронзовых втулок, восстанавливаемых обжатием или раздачей.
Вневанным осталиванием ремонтируют отверстия корпусных деталей.
В процессе электролиза необходимо контролировать плотность электролита и при необходимости корректировать его путем добавления воды и соляной кислоты. При осталивании применяются растворимые аноды из малоуглеродистой стали толщиной 5–6 мм. Для уменьшения засорения электролита шлаком, образующимся при растворении анодов, последние следует помещать в чехлы из стеклянной ткани.
Нанесение покрытия осуществляется в металлических ваннах, футерованных углеграфитовыми или керамическими плитами на кислотостойкой замазке. Ванны оборудуют устройствами для фильтрации электролита, состоящими из бака-отстойника, фильтра и центробежного насоса.
Так как на качестве покрытия в значительной мере сказывается изменение температуры электролита, ванны для осталивания необходимо оборудовать приспособлениями для перемешивания электролита и автоматическими устройствами для поддержания заданной температуры.
Газы и пары, обильно образующиеся при горячем осталивании, удаляются вентиляционными установками и бортовыми отсосами.
Технологический процесс осталивания аналогичен процессу хромирования.
Промытую горячей водой деталь на подвеске помещают в ванну для осталивания, где в течение 2 мин выдерживают без тока. Время выдержки деталей в ванне зависит от требуемой толщины слоя. Для нейтрализации соляной кислоты после осталивания деталь промывают в 10 %-ном растворе каустической соды, нагретой до 80 °C, а затем в горячей воде.
Для восстановления деталей, работающих на трение, в условиях значительных нагрузок и ограниченной смазки, применяется пористое осталивание. Поры на покрытии образуют анодным травлением, которое выполняют после электролиза.
В практике работы ремонтных предприятий широкое применение имеет холодное осталивание на переменном токе. При этом электролиз ведется при повышенной плотности тока, в результате чего увеличивается производительность процесса по сравнению с обычным осталиванием в 3–4 раза, улучшается сцепляемость покрытия с основным металлом, повышается предел выносливости, улучшаются условия труда.
Осталивание деталей в ванне применяется для восстановления небольших и несложной формы деталей. Для осталивания крупных и сложной формы деталей требуются ванны больших размеров, сложные подвески, кроме того, возникает необходимость изолировать значительные поверхности, не подлежащие осталиванию, и др.
Для осталивания крупных деталей используют метод вневанного осталивания.
Сущность процесса вневанного электролиза заключается в том, что восстанавливаемая поверхность при помощи дополнительных устройств превращается в замкнутую электролитическую ячейку, через которую насосом прокачивается электролит из основной ванны.
Интенсивное обновление электролита, равномерное распределение тока повышенной плотности способствуют получению осадка повышенной прочности, плотности и снижению в нем остаточных напряжений.
При безванном электролизе к неподвижной детали поочередно подаются соответствующие растворы и промывочные воды, что способствует автоматизации процесса. При этом достигается большая равномерность покрытия, позволяющая наращивать изношенную поверхность "в размер". Производительность этого процесса - в 3–4 раза выше обычного.
Струйный способ нанесения покрытия применяется для восстановления обхватываемых поверхностей. Электролит из основной ванны 4 (рис. 21.13), подогреваемый обогревателем 5, насосом 1 подается на поверхность восстанавливаемой детали-катоду через отверстия в специальной насадке 2, которая является фигурным анодом. В ванне 3, подведенной под восстанавливаемую шейку вала, всегда поддерживается постоянный уровень электролита. Для обеспечения равномерности отложения металла деталь медленно вращают.
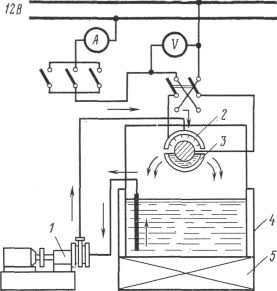
Рис. 21.13. Схема установки для безванного струйного хромирования шеек вала:
1 - насос; 2 - анод (насадка); 3 - ванночка; 4 - основная ванна; 5 - подогреватель
Проточный способ нанесения покрытия аналогичен струйному и применяется для восстановления обхватывающих поверхностей (внутренних поверхностей цилиндров блоков, отверстий под подшипники в картерах, корпусах и др.).
Гальваническое электронатирание находит широкое применение при восстановлении неподвижных посадок с износом до 0,1 мм. Преимущество этого способа по сравнению с обычным ванным электролизом заключается в простоте оборудования, применении высоких плотностей тока, в высокой производительности процесса.
К соединенной с катодом медленно вращающейся детали 8 (рис. 21.14) прижимается анодный тампон 5, непрерывно смачиваемый электролитом, поступающим из резервуара 1. При включении тока в области контакта детали с анодом происходит электролиз, в процессе которого на поверхности детали образуются мелкозернистые, плотные и твердые покрытия из хрома, железа, никеля, меди, цинка.